Прямая маркировка деталей - Direct part marking
Прямая маркировка деталей (DPM) - это процесс постоянной маркировки деталей информацией о продукте, включая серийные номера, номера деталей, коды дат и штрих-коды. Это сделано для того, чтобы можно было отслеживать детали на протяжении всего жизненный цикл.
Интерпретация слова «постоянный» часто зависит от контекста, в котором используется часть. в аэрокосмический В промышленности деталь самолета может находиться в эксплуатации более 30 лет. В телекоммуникационной и компьютерной отраслях жизненный цикл может длиться всего несколько лет.
DPM часто используется производителями автомобилей, авиакосмической отрасли и электроники для облегчения надежной идентификации их частей. Это может помочь в регистрации данных для обеспечения безопасности, гарантийных вопросов и удовлетворения нормативных требований. Так же Министерство обороны США требует физической отметки на материальных активах в сочетании с Уникальная идентификация предмета.
Типы штрих-кодов
Есть много способов закодировать информацию в машиночитаемый код. Предпочтительные коды - это Матрица данных [1] и QR код. Матрица данных используется Motorola.[2] Его также предпочитают НАСА для маркировки деталей. В автомобильной промышленности также QR код используется. Это основано на том факте, что этот код изначально был разработан Denso Wave (глобальный производитель автомобильных компонентов) для отслеживания деталей в автомобилестроении.
Методы маркировки
Способы нанесения стойкой маркировки на детали:
- Отступ
- Тиснение
- Чеканка
- Абразивоструйная очистка
- Дозирование клея
- Бросать, ковать или же плесень
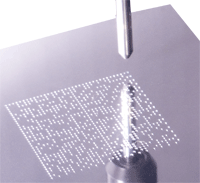
- Точечная обработка
- Писец
- Электрохимическое травление
- Вышивка
- Гравировка / фрезерование
- Лазерная маркировка
- LaserShot упрочнение
- Струя жидкого металла
- Трафарет (механическая резка, фотообработка, лазерная резка)
Другие методы, такие как ручная металлическая штамповка, вибротравление и тиснение, не подходили для успешного нанесения машинно-считываемых символов высокой плотности (квадрат от 1/32 до 15/64 дюйма).[3]
Факторы выбора метода маркировки
Метод маркировки зависит от ряда различных факторов:
- Функция детали
Неинтрузивные методы маркировки рекомендуются для деталей, используемых в критических для безопасности приложениях, таких как авиационные двигатели или системы высокого давления и высокого напряжения. - Геометрия детали
Поместить матрицу данных на изогнутую поверхность сложнее, чем на плоскую. - Поверхность
Перед нанесением маркировки на полированные металлические поверхности следует нанести текстуру, чтобы уменьшить блики. Текстурированная область должна выходить на ширину одного символа за границы маркировки. - Размер детали
Когда используется 2D-символ, размер детали не имеет значения, так как доступная область маркировки уменьшается до квадрата менее 1/4 дюйма. - Условия эксплуатации / возраст жизни
Следует контролировать, может ли используемый метод маркировки выжить в предполагаемой среде и оставаться читаемым в течение всего жизненного цикла детали. - Шероховатость поверхности / Заканчивать
Шероховатая поверхность является более сложной задачей для 2D-штрих-кода, поскольку элементы данных могут быть распознаны соответствующим образом. Уровни шероховатости поверхности должны быть ограничены до 8 микродюймов для точечно-точечной маркировки, лазерные и разметочные системы могут сделать читаемую метку на более грубых поверхностях. Лазерные системы сначала записывают "тихую зону", а затем 2D-код. Метод разметки обеспечивает нанесение двухмерной метки с высоким разрешением, что делает деталь легко читаемой на большинстве литых поверхностей.[4] - Толщина поверхности
При нанесении интрузивной разметки необходимо учитывать толщину поверхности, чтобы предотвратить деформацию или чрезмерное ослабление детали. В большинстве случаев глубина маркировки не должна превышать 1/10 толщины детали.
Стандарты и правила
Примечания и ссылки
- ^ Андреэта, М. Р. Б .; Cunha, L. S .; Vales, L. F .; Caraschi, L.C .; Ясинявичюс, Р. Г. (2011). «Двумерные коды, записанные на поверхности оксидного стекла с использованием непрерывной волны CO.2 лазер ». Журнал микромеханики и микротехники. 21 (2): 025004. Bibcode:2011JMiMi..21b5004A. Дои:10.1088/0960-1317/21/2/025004.
- ^ http://www.mmh.com/article/CA6437021.html В архиве 2008-02-09 в Wayback Machine Прямая маркировка деталей: следующая горячая тенденция в автоматической идентификации
- ^ https://standards.nasa.gov/documents/viewdoc/3314928/3314928 В архиве 2013-02-17 в Wayback Machine НАСА-STD-6002D
- ^ [Нанесение двухмерного кода на литые поверхности]http://columbiamt.com/CMT-Square-Dot-Marking/Cast_Surface.html В архиве 2009-10-11 на Wayback Machine