Иммерсионная литография - Immersion lithography

Иммерсионная литография это фотолитография метод повышения разрешения для изготовления интегральных схем (ИС), который заменяет обычный воздушный зазор между конечной линзой и поверхностью пластины жидкой средой, которая имеет показатель преломления больше единицы. В разрешающая способность увеличивается в раз, равный показатель преломления жидкости. Современные инструменты для иммерсионной литографии используют воду высокой степени очистки для этой жидкости, достигая размеров элементов менее 45 нанометров.[1] ASML и Nikon в настоящее время являются единственными производителями систем иммерсионной литографии.
Идею иммерсионной литографии впервые предложил тайваньский инженер. Берн Дж. Лин и реализован в 1980-х годах.[2] TSMC начал коммерческое производство 90 нм полупроводниковые узлы методом иммерсионной литографии в 2004 г.[3] В том же году, IBM директор кремний технологии, Гавам Шахиди, объявила, что IBM планирует коммерциализировать литографию на основе света, фильтруемого через воду.[4] Иммерсионная литография теперь распространяется на суб-20 нм узлов за счет использования множественный паттерн.
Способность разрешать особенности в оптической литографии напрямую связана с числовая апертура оборудования формирования изображения, числовая апертура представляет собой синус максимального угла преломления, умноженный на показатель преломления среды, через которую проходит свет. Линзы в сканерах «сухой» фотолитографии с самым высоким разрешением фокусируют свет в конусе, граница которого почти параллельна поверхности пластины. Поскольку невозможно увеличить разрешение за счет дальнейшего преломления, дополнительное разрешение достигается за счет введения иммерсионной среды с более высоким показателем преломления между линзой и пластиной. Размытость уменьшается в раз, равном показателю преломления среды. Например, для погружения в воду с помощью ультрафиолетовое излучение на длине волны 193 нм показатель преломления составляет 1,44.
Улучшение разрешения при иммерсионной литографии составляет около 30-40% (в зависимости от используемых материалов). Однако,[требуется разъяснение ] глубина резкости, или допуск на плоскостность топографии пластины, улучшена по сравнению с соответствующим «сухим» инструментом при том же разрешении.[5]
Дефекты
Проблемы, связанные с дефектами, например, оставшаяся вода (водяные знаки) и потеря адгезии резиста к воде (воздушный зазор или пузырьки), привели к необходимости использования верхнего слоя покрытия непосредственно поверх фоторезиста.[6] Это верхнее покрытие могло бы служить барьером для химической диффузии между жидкой средой и фоторезистом. Кроме того, поверхность раздела между жидкостью и верхним покрытием будет оптимизирована для уменьшения водяных знаков. В то же время следует избегать дефектов из-за использования верхнего покрытия.
В настоящее время верхние покрытия предназначены для использования в качестве антиотражающих покрытий, особенно для случаев гипер-NA (NA> 1).[7]
К 2008 году количество дефектов на пластинах, напечатанных методом иммерсионной литографии, достигло нулевого уровня.[8]
Поляризационные воздействия
Эффекты поляризации из-за больших углов интерференции в фоторезисте также необходимо учитывать, поскольку характеристики приближаются к 40 нм.[9] Следовательно, источники освещения, как правило, должны быть азимутально поляризованы, чтобы соответствовать освещению полюса для идеального построения изображения в линейном пространстве.[10]
Пропускная способность
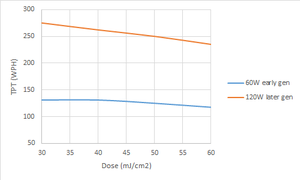
Инструменты для иммерсионной литографии в настоящее время могут похвастаться самой высокой производительностью (275 WPH), предназначенной для крупносерийного производства.[11] Это достигается за счет более высоких скоростей ступени,[12][13] которые, в свою очередь, допускаются более высокой мощностью ArF лазер источники импульсов.[14] В частности, производительность прямо пропорциональна скорости ступени V, которая связана с дозой D и шириной прямоугольной щели S и ее интенсивностью I.сс (что напрямую связано с мощностью импульса) на V = Iсс* S / D. Высота щели такая же, как высота поля. Ширина щели S, в свою очередь, ограничена числом импульсов для получения дозы (n), деленным на частоту лазерных импульсов (f), при максимальной скорости сканирования VМаксимум по S = VМаксимум* н / ф.[12] При фиксированной частоте f и числе импульсов n ширина щели будет пропорциональна максимальной скорости ступени. Следовательно, производительность при заданной дозе увеличивается за счет увеличения максимальной скорости ступени, а также увеличения мощности импульса.
Множественный паттерн
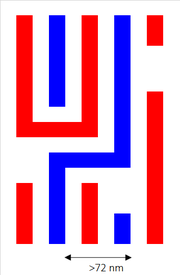

Предел разрешения для иммерсионного инструмента с числовой апертурой 1,35 NA, работающего на длине волны 193 нм, составляет 36 нм. Для выхода за этот предел на полутона требуется множественный паттерн. В 20-нм литейных цехах и узлах памяти и далее двойное и тройное формирование рисунка уже используется с иммерсионной литографией для самых плотных слоев.
использованная литература
- ^ «DailyTech - IDF09 Intel демонстрирует первые 22-нанометровые чипы, обсуждает план развития технологии сжатия кристаллов». Архивировано из оригинал на 2010-08-28. Получено 2009-12-07.
- ^ Берн Дж. Лин (1987). «Будущее субполовинной оптической литографии». Микроэлектронная инженерия 6, 31–51
- ^ «Технология 90 нм». TSMC. Получено 30 июн 2019.
- ^ «Совершенно новый мир чипсов». Деловая неделя. Архивировано из оригинал 21 февраля 2011 г.
- ^ Б. Дж. Лин, Дж. Микролит Микрофаб. Микросист. 1, 7 (2002).
- ^ Y. Wei и R. L. Brainard, Advanced Processes for 193-nm Immersion Lithography, (c) SPIE 2009, Ch.6.
- ^ J. C. Jung et al., Proc. SPIE 5753 (2005).
- ^ B. Rathsack et al., Proc. SPIE 6924, 69244W (2008).
- ^ К. Вагнер и другие., Proc. SPIE vol. 4000, стр. 344-357 (2000).
- ^ Б. В. Смит, Л. В. Завьялова, А. Эстрофф, Proc. SPIE 5377 (2004).
- ^ NXT: 1980Di
- ^ а б M. A. van den Brink et al., Proc. SPIE 2726, 734 (1996).
- ^ I. Bouchoms et al., Proc. SPIE 8326, 83260L (2012)
- ^ Источник Cymer 120 Вт ArFi