Индекс производительности процесса - Process performance index
В процессе улучшения процесса индекс производительности процесса это оценка возможность процесса из обработать во время первоначальной настройки, перед он был приведен в состояние статистический контроль.[1]
Формально, если верхний и нижний технические характеристики процесса - это USL и LSL, расчетное среднее значение процесса , и предполагаемая изменчивость процесса (выраженная как среднеквадратичное отклонение ) является , то индекс производительности процесса определяется как:


![{displaystyle {hat {P}} _ {pk} = min {Bigg [} {USL- {hat {mu}} over 3 {hat {sigma}}}, {{hat {mu}} - LSL over 3 {hat {sigma}}} {Bigg]}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/726d93f6a3f1f66052bd2c90411079235485434b)
оценивается с использованием стандартное отклонение выборки. пpk может быть отрицательным, если среднее значение процесса выходит за пределы спецификации (потому что процесс производит большую часть дефектных выходных данных).
Некоторые характеристики могут быть только односторонними (например, прочность). Для спецификаций, которые имеют только нижний предел, ; для тех, у кого есть только верхний предел, .


Практикующие также могут столкнуться с , метрика, которая не учитывает производительность процесса, не точно центрированную между пределами спецификации, и поэтому интерпретируется как то, чего процесс мог бы достичь, если бы его можно было центрировать и стабилизировать.

Интерпретация
Большие значения Ppk может быть истолковано, чтобы указать, что процесс более способен производить выход в пределах спецификации, хотя эта интерпретация является спорной.[нужна цитата ] Строго говоря, со статистической точки зрения Ppk не имеет смысла, если исследуемый процесс не находится под контролем, потому что невозможно надежно оценить процесс, лежащий в основе распределение вероятностей, не говоря уже о таких параметрах, как и .[2] Более того, использование этой метрики прошлой производительности процесса для прогнозирования будущей производительности весьма сомнительно.[3]
С точки зрения менеджмента, когда организация вынуждена быстро и экономично создать новый процесс, Ppk удобная метрика для оценки прогресса настройки (увеличение Ppk интерпретируется как «возможности процесса улучшаются»). Риск состоит в том, что Ppk означает, что процесс готов к производству до того, как из него будут устранены все недостатки.
После того как процесс переведен в состояние статистического контроля, его возможности описываются с помощью показатели возможностей процесса, которые по формуле идентичны Ppk (и Pп). Индексы названы по-разному, чтобы привлечь внимание к тому, считается ли исследуемый процесс контролируемым или нет.
пример
Рассмотрим характеристику качества с целью 100,00.мкм а также верхний и нижний пределы спецификации 106,00 мкм и 94,00 мкм соответственно. Если после тщательного наблюдения за процессом в течение некоторого времени выясняется, что процесс вышел из-под контроля и производит непредсказуемые результаты (как показано на график выполнения ниже), нельзя значимо оценить его среднее значение и стандартное отклонение. В приведенном ниже примере среднее значение процесса дрейфует вверх, на некоторое время устанавливается, а затем опускается.
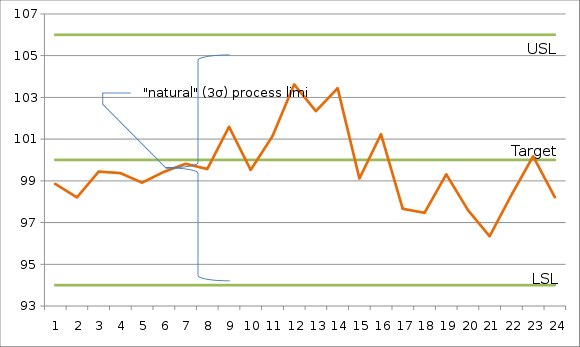
Если и оцениваются в 99,61 мкм и 1,84 мкм соответственно, то
| Показатель |
|---|

![{hat {P}} _ {{pk}} = min {Bigg [} {USL- {hat {mu}} более 3 {hat {sigma}}}, {{hat {mu}} - LSL более 3 {hat {sigma}}} {Bigg]} = min {Bigg [} {106.00–99.61 за 3 imes 1.84}, {99.61–94 за 3 imes 1.84} {Bigg]} = 1.02](https://wikimedia.org/api/rest_v1/media/math/render/svg/da470dba84476438168c8476e68b6585ca87e93a)
То, что среднее значение процесса кажется нестабильным, отражено в относительно низких значениях Pп и Ppk. Процесс приводит к значительному количеству дефектов, и, пока причина Значения нестабильного процесса выявляются и устраняются, невозможно достоверно количественно оценить, как этот процесс будет работать.
Смотрите также
использованная литература
- ^ Монтгомери, Дуглас (2005), Введение в статистический контроль качества, Хобокен, Нью-Джерси: Джон Уайли и сыновья, стр. 348–349, ISBN 978-0-471-65631-9, OCLC 56729567, заархивировано из оригинал на 2008-06-20
- ^ Монтгомери, Дуглас (2005), Введение в статистический контроль качества, Хобокен, Нью-Джерси: Джон Уайли и сыновья, п. 349, г. ISBN 978-0-471-65631-9, OCLC 56729567, заархивировано из оригинал на 2008-06-20,
Однако обратите внимание, что если процесс не в контроле показатели Pп и Ppk не имеют смысловой интерпретации относительно возможностей процесса, потому что они не могут предсказать производительность процесса.
- ^ Монтгомери, Дуглас (2005), Введение в статистический контроль качества, Хобокен, Нью-Джерси: Джон Уайли и сыновья, п. 349, г. ISBN 978-0-471-65631-9, OCLC 56729567, заархивировано из оригинал на 2008-06-20,
Если процесс не является стабильным (находящимся под контролем), никакой индекс не будет нести полезную прогностическую информацию о возможностях процесса или передавать какую-либо информацию о будущей производительности.