Гибка (металлообработка) - Bending (metalworking)



Гибка это производство процесс, который создает V-образную, U-образную или форму канала вдоль прямой оси в пластичный материалы, чаще всего листовой металл.[1] Обычно используемое оборудование включает коробчатые и поворотные тормоза, тормозные прессы, и другие специализированные машинные прессы. Типичные продукты, которые изготавливаются таким образом, - это коробки, такие как электрические шкафы и прямоугольные воздуховод.
Процесс

При формовании листогибочным прессом заготовка размещается над штампом, и штамповый блок прижимает лист к форме.[1] Обычно изгиб должен преодолевать оба растягивающие напряжения и сжимающие напряжения. При изгибе остаточные напряжения вызывают деформацию материала. отпрянуть в исходное положение, поэтому лист необходимо перегибать, чтобы добиться нужного угла изгиба. Степень упругости зависит от материала и типа формовки. Когда листовой металл изгибается, он растягивается в длину. В удержание изгиба - это степень растяжения листового металла при изгибе, измеренная от внешних краев изгиба. В радиус изгиба относится к внутреннему радиусу. Формируемый радиус изгиба зависит от используемых штампов, свойств материала и толщины материала.
U-образный пуансон образует U-образную форму с одним пуансоном.[1]
Типы

Существует три основных типа гибки листогибочного пресса, каждый из которых определяется отношением положения конечного инструмента к толщине материала. Эти три вида - изгибание воздуха, опускание и чеканка. Конфигурация инструментов для этих трех типов гибки практически идентична. Матрица с длинным рельсовым инструментом с закругленным концом, который определяет внутренний профиль изгиба, называется пуансоном. Пуансоны обычно прикрепляются к плунжеру машины зажимами и перемещаются, создавая изгибающую силу. Матрица с длинным рельсовым инструментом, имеющим вогнутый или V-образный продольный канал, который определяет внешний профиль формы, называется штампом. Плашки обычно стационарные и располагаются под материалом на станине станка. Обратите внимание, что в некоторых местах нет различий между двумя разными типами штампов (штампами и штампами). Для других перечисленных типов гибки используются специально разработанные инструменты или машины.
Гибка воздуха
Этот метод гибки формирует материал путем вдавливания пуансона (также называемого верхней или верхней матрицей) в материал, прижимая его к нижней V-образной матрице, которая установлена на прессе. Пуансон формирует изгиб так, чтобы расстояние между пуансоном и боковой стенкой V было больше, чем толщина материала (Т).
В нижней матрице можно использовать V-образное или квадратное отверстие (матрицы часто называют инструментами или приспособлениями). Поскольку для гибки на воздухе требуется меньшее усилие изгиба, обычно используются инструменты меньшего размера, чем при других методах.
Некоторые из новых нижних инструментов регулируются, поэтому, используя один набор верхних и нижних инструментов и разную глубину хода пресса, можно изготавливать разные профили и изделия. Различные материалы и толщины можно изгибать под разными углами изгиба, что добавляет гибкости пневматическому изгибу. Кроме того, требуется меньше смены инструмента, что увеличивает производительность.[2]
Недостаток гибки на воздухе заключается в том, что, поскольку лист не остается в полном контакте с матрицами, он не так точен, как некоторые другие методы, и глубина хода должна поддерживаться очень точной. Колебания толщины материала и износ инструмента могут привести к дефектам производимых деталей.[2] Таким образом, важно использовать адекватные модели процессов.[3]
Точность угла гибки воздуха составляет примерно ± 0,5 градуса. Точность угла обеспечивается применением значения ширины V-образного проема в диапазоне от 6 T (в шесть раз больше толщины материала) для листов до 3 мм толщиной до 12 T для листов толщиной более 10 мм. Пружинность зависит от свойств материала, влияющих на результирующий угол изгиба.[2]
В зависимости от свойств материала лист может быть изогнутым для компенсации упругого возврата.[4]
Для гибки на воздухе не требуется, чтобы нижний инструмент имел тот же радиус, что и пуансон. Радиус изгиба определяется эластичностью материала, а не формой инструмента.[2]
Гибкость и относительно небольшая грузоподъемность, необходимые для гибки на воздухе, делают его популярным. Проблемы качества, связанные с этим методом, решаются системами измерения угла, зажимами и системами коронки, регулируемыми по осям x и y, и износостойкими инструментами.[2]
Приведенные ниже приближения К-фактора более точны для гибки на воздухе, чем для других типов гибки из-за меньших сил, задействованных в процессе формования.
Дно
При опускании лист прижимается к V-образному отверстию в нижнем приспособлении. П-образные отверстия использовать нельзя. Между листом и низом V-образного проема остается пространство. Оптимальная ширина V-образного проема составляет 6 T (T означает толщину материала) для листов толщиной около 3 мм и примерно до 12 T для листов толщиной 12 мм. Радиус изгиба для листовой стали должен составлять от 0,8 до 2 т. Большие радиусы изгиба требуют примерно такой же силы для опускания, как и для воздушного изгиба, однако меньшие радиусы требуют большей силы - до пяти раз больше - чем воздушное изгибание. Преимущества забивания включают большую точность и меньшую упругость. Недостатком является то, что для каждого угла изгиба, толщины листа и материала требуется свой набор инструментов. Как правило, предпочтительной техникой является изгибание в воздухе.[2]
Чеканка
При чеканке верхний инструмент вдавливает материал в нижнюю матрицу с силой, в 5-30 раз превышающей силу изгиба воздуха, вызывая постоянную деформацию листа. Возврата почти не наблюдается. При чеканке можно получить внутренний радиус всего 0,4 Тл при ширине V-образного отверстия 5 Тл. Хотя чеканка может достигать высокой точности, более высокие затраты означают, что она не используется часто.
Трехточечный изгиб
Трехточечная гибка - это новый процесс, в котором используется штамп с регулируемым по высоте нижним инструментом, перемещаемый серводвигателем. Высота может быть установлена в пределах 0,01 мм. Регулировка между цилиндром и верхним инструментом осуществляется с помощью гидравлической подушки, которая компенсирует отклонения в толщине листа. Трехточечный изгиб может достигать угла изгиба 0,25 градуса. точность. Хотя трехточечный изгиб обеспечивает высокую гибкость и точность, он также влечет за собой высокие затраты и меньшее количество доступных инструментов. Он используется в основном на нишевых рынках с высокой стоимостью.[2]
Складной
При складывании прижимные балки удерживают более длинную сторону листа. Балка поднимается и складывает лист вокруг изгибаемого профиля. Гибочная балка может перемещать лист вверх или вниз, что позволяет изготавливать детали с положительными и отрицательными углами изгиба. На полученный угол изгиба влияют угол изгиба балки, геометрия инструмента и свойства материала. В этом процессе можно обрабатывать большие листы, что упрощает автоматизацию операции. Риск повреждения поверхности листа невелик.[2]
Протирание
При протирке зажимается самый длинный конец листа, затем инструмент перемещается вверх и вниз, сгибая лист вокруг профиля сгиба. Несмотря на то, что протирание происходит быстрее, чем складывание, существует более высокий риск появления царапин или других повреждений листа, поскольку инструмент движется по поверхности листа. Риск увеличивается, если получаются острые углы.[2]
Этот метод, как правило, позволяет придать материалу дно или чеканку, чтобы зафиксировать кромку и помочь преодолеть упругость. В этом методе гибки радиус нижней матрицы определяет окончательный радиус гибки.
Ротационная гибка
Ротационная гибка аналогична протирке, но верхняя матрица состоит из свободно вращающегося цилиндра с вырезанной в нем конечной формы и соответствующей нижней матрицы. При контакте с листом рулон соприкасается в двух точках и вращается по мере того, как в процессе формования изгибается лист. Этот метод гибки обычно считается «немарким» процессом формования, подходящим для предварительно окрашенных или легко поврежденных поверхностей. Этот процесс гибки позволяет получить углы более 90 ° за одно нажатие на стандартном листогибочном прессе.
Валковая гибка

В процессе гибки валков изгибаются заготовки из прутков или листов. Должен быть надлежащий припуск на предварительную штамповку.
Гибка эластомера
В этом методе нижняя V-образная матрица заменяется плоской подушкой из уретана или резины. Когда пуансон образует деталь, уретан отклоняется и позволяет материалу формироваться вокруг пуансона. Этот метод гибки имеет ряд преимуществ. Уретан обернет материал вокруг пуансона, и радиус концевого изгиба будет очень близок к фактическому радиусу на пуансоне. Он обеспечивает изгиб без царапин и подходит для предварительно окрашенных или чувствительных материалов. Используя специальный пуансон, называемый линейка радиуса с уменьшенными площадями на U-образных изгибах уретана более 180 ° может быть получено одним ударом, что невозможно при использовании обычных прессовых инструментов. Инструменты из уретана следует рассматривать как расходный материал, и хотя они недешевы, они составляют лишь часть стоимости специальной стали. У него также есть некоторые недостатки: этот метод требует тоннажа, аналогичного забиванию и чеканке, и не подходит для фланцев неправильной формы, то есть там, где край изогнутого фланца не параллелен изгибу и достаточно короткий, чтобы зацепить уретановая подушка.
Бег трусцой

Бег трусцой,[5] также известен как изгибаться, представляет собой процесс гибки со смещением, в котором два противоположных сгиба имеют угол меньше 90 ° (см. следующий раздел для получения информации о том, как измеряется угол сгиба) и разделены нейтральной перегородкой, так что смещение (в обычном случае, когда противоположные сгибы равны по углу) меньше 5 толщин заготовки.[6] Часто смещение будет составлять одну толщину заготовки, чтобы обеспечить гладкое соединение внахлест на «открытой поверхности».
Расчеты
Существует множество вариантов этих формул, которые легко доступны в Интернете. Эти вариации могут часто казаться противоречащими друг другу, но это неизменно одни и те же формулы, упрощенные или объединенные. Здесь представлены неупрощенные формулы. Все формулы используют следующие ключи:
- Lf = плоская длина листа
- BA = припуск на изгиб
- BD = удержание изгиба
- R = внутренний радиус изгиба
- K = K-фактор, который равен t / T
- T = толщина материала
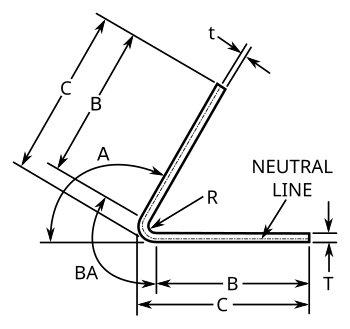
- t = расстояние от внутренней поверхности до нейтральной линии[7]
- A = угол изгиба в градусах (угол, на который изгибается материал)
В нейтральная линия (также называемый нейтральная ось) представляет собой воображаемую линию, которую можно провести через поперечное сечение заготовки, которая представляет собой геометрическое место, где на заготовке отсутствуют растягивающие или сжимающие напряжения. Его расположение в материале зависит от сил, используемых при формировании детали, а также от текучести и прочности материала на растяжение. В области изгиба материал между нейтральной линией и внутри радиус будет меньше сжатие во время изгиба. Материал между нейтральной линией и за пределами радиус будет меньше напряжение во время изгиба. Для малых радиусов линия без растяжения / сжатия больше не совпадает с линией с нулевым напряжение.[требуется разъяснение ] Кроме того, допуск на изгиб (см. Ниже) при гибке на воздухе зависит от расстояния до плеча матрицы.[8] В результате процесс гибки становится более сложным, чем кажется на первый взгляд.
Допуск на сгиб и уменьшение сгиба - это величины, используемые для определения плоской длины листового материала, чтобы получить желаемый размер согнутой детали. Как уменьшение изгиба, так и допуск на изгиб представляют собой разницу между нейтральной линией и разгибом развертка (необходимая длина материала перед гибкой) и сформированный изгиб. Их вычитание из общей длины обоих фланцев дает длину развертки. Вопрос о том, какую формулу использовать, определяется методом определения размеров, который использовался для определения фланцев, как показано на двух диаграммах ниже.
Доступно программное обеспечение для обработки листового металла, которое выполняет все расчеты автоматически, например SolidWorks и LITIO.[9]
Допуск на изгиб
В припуск на изгиб (BA) - длина дуги нейтральной линии между точками касания сгиба в любом материале. Добавление длины каждого фланца, взятого между центром радиуса, к BA дает длину развертки. Эта формула допуска на изгиб используется для определения длины развертки, когда размер изгиба определяется из 1) центра радиуса, 2) точки касания радиуса или 3) внешней точки касания радиуса на изгибе с острым углом. .
BA можно оценить с помощью следующей формулы, которая включает эмпирический K-фактор:[10]

| Угол | 90 |
| Pl | 3.142 |
| Радиус | 10.0 |
| К-фактор | 0.33 |
| Толщина | 10 |
| Допуск на изгиб | 20.89 |
Сгибание удержания

Учет изгиба BD определяется как разница между суммой длин фланца (от края до вершины) и начальной плоской длиной.
В снаружи установить назад (OSSB) - это длина от точки касания радиуса до вершины внешней стороны изгиба. В удержание изгиба (BD) - это удвоенное внешнее отступление за вычетом припуска на изгиб. BD рассчитывается по следующей формуле, где A - угол в радианах (= градусы * π / 180):[11]

Для изгибов под углом 90 градусов эту формулу можно упростить до:

К-фактор
К-фактор - это отношение положения нейтральной линии к толщине материала, определяемое как t / T, где t = положение нейтральной линии, а T = толщина материала. Формулировка К-фактора не принимает во внимание напряжения формования, а представляет собой просто геометрический расчет положения нейтральной линии после приложения сил и, таким образом, представляет собой совокупность всех неизвестных (ошибок) факторов для данной установки. . K-фактор зависит от многих факторов, включая материал, тип операции гибки (чеканка, дно, гибка на воздухе и т. Д.) Инструментов и т. Д. И обычно составляет от 0,3 до 0,5.
При проектировании листового металла K-фактор используется для расчета, сколько листового металла нужно оставить для сгиба, чтобы получить конкретные окончательные размеры, особенно между прямыми сторонами рядом с сгибом. Используйте известный K-фактор и известный внутренний радиус изгиба, чтобы вычислить радиус изгиба нейтральной линии. Затем используйте нейтральный радиус изгиба, чтобы вычислить длину дуги нейтральной линии («длина окружности круга», умноженная на «угол изгиба как долю от 360 градусов»). Длина дуги нейтральной линии - это длина листового металла, который нужно оставить для сгиба.
Следующее уравнение связывает K-фактор с допуском на изгиб:[12]

Следующая таблица представляет собой «практическое правило». Фактические результаты могут значительно отличаться.
| Общие K-факторы | Алюминий | Стали | |
|---|---|---|---|
| Радиус | Мягкие материалы | Средние материалы | Твердые материалы |
| Гибка воздуха | |||
| От 0 до толщины | 0.33 | 0.38 | 0.40 |
| Толщина до 3 × толщины | 0.40 | 0.43 | 0.45 |
| Более 3 × толщина | 0.50 | 0.50 | 0.50 |
| Дно | |||
| От 0 до толщины | 0.42 | 0.44 | 0.46 |
| Толщина до 3 × толщины | 0.46 | 0.47 | 0.48 |
| Более 3 × толщина | 0.50 | 0.50 | 0.50 |
| Чеканка | |||
| От 0 до толщины | 0.38 | 0.41 | 0.44 |
| Толщина до 3 × толщины | 0.44 | 0.46 | 0.47 |
| Более 3 × толщина | 0.50 | 0.50 | 0.50 |
Следующая формула может использоваться вместо таблицы в качестве полезного приближение К-фактора для гибки на воздухе:

Преимущества и недостатки
Гибка - это рентабельный процесс, близкий к конечной, при использовании для малых и средних объемов. Детали обычно легкие с хорошими механическими свойствами. Недостатком является то, что некоторые варианты процесса чувствительны к изменениям свойств материала. Например, разница в упругости имеет прямое влияние на результирующий угол изгиба. Чтобы смягчить это, были разработаны различные методы контроля в процессе.[13] Другие подходы включают комбинирование формования тормозом с постепенным формированием.[14]
В общих чертах, каждый изгиб соответствует установке (хотя иногда несколько изгибов могут быть сформированы одновременно). Относительно большое количество настроек и геометрические изменения во время изгиба затрудняют априорное устранение допусков и ошибок изгиба во время планирования настройки, хотя были предприняты некоторые попытки[15]
Смотрите также
- Гибка (механика)
- Гибка труб
- Нажми на тормоз
- Тормоз (гибка листового металла)
- Гибочный станок (производство)
- Подшивка и сшивание
- Автомобильная подшивка
Рекомендации
- ^ а б c Справочное руководство по производственным процессам, Industrial Press Inc., 1994.
- ^ а б c d е ж грамм час я Ф., М. (август 2008 г.), «Гибка листогибочного пресса: методы и проблемы» (PDF), Обработки металлов давлением: 38–43, архивировано с оригинал (PDF) на 2011-07-14.
- ^ Де Вин, Л.Дж., Стреппель, А.Х., Сингх, Ю.П. И Калс, Х.Дж. Модель процесса гибки на воздухе. Журнал технологий обработки материалов, том 57, выпуски 1-2, 1 февраля 1996 г., страницы 48-54 https://doi.org/10.1016/0924-0136(95)02043-8
- ^ Справочник инженера по инструментам и производству, Том 2, Формирование, 4-е издание, Общество инженеров-технологов, 1984 г.
- ^ 3-81. ФОРМИРОВАНИЕ ЧЕРТЕЖЕЙ В архиве 20 августа 2010 г. Wayback Machine
- ^ http://www.toolingu.com/definition-410130-35505-joggle-bend.html
- ^ «Архивная копия» (PDF). Архивировано из оригинал (PDF) на 24.02.2010. Получено 2010-02-24.CS1 maint: заархивированная копия как заголовок (связь)
- ^ Де Вин, Л.Дж., Ожидание неожиданностей, необходимое для точного формования тормоза, Журнал технологий обработки материалов, том 117, выпуски 1–2, 2 ноября 2001 г., страницы 244–248. https://doi.org/10.1016/S0924-0136(01)01140-2
- ^ Ивамото, Лиза (2 июля 2013 г.), Цифровые изготовления: архитектурные и материальные методы, ISBN 9781616891787
- ^ Как рассчитать допуск на изгиб листогибочного пресса, заархивировано из оригинал на 24.02.2010, получено 2010-02-24.
- ^ Учет изгиба листового металла, заархивировано из оригинал на 24.02.2010, получено 2010-02-24.
- ^ Дигель, Олаф (июль 2002 г.), BendWorks (PDF), заархивировано из оригинал (PDF) на 24.02.2010, получено 2010-02-24.
- ^ Латтерс Д., Стреппель А. Х., Крезе Б. и Калс Х. Дж. Дж. Адаптивное управление листогибочным прессом при гибке на воздухе, Proc. конференции Shemet97, Белфаст, стр. 471–480, 1997.
- ^ Дж. Маги и Л. Дж. Де Вин, Планирование процесса лазерной формовки. Журнал технологий обработки материалов. Том 120, выпуски 1–3, 15 января 2002 г., страницы 322–326.
- ^ Л. Дж. Де Вин и А. Х. Стреппель, Обоснование допуска и планирование установки для формовки тормоза, Int. J. Adv. Manuf. Technol., 1998, т. 14, 336–342.
Библиография
- Бенсон, Стив Д. Листогибочный пресс: руководство по прецизионной гибке листового металла. Общество инженеров-технологов, 1997. ISBN 978-0-87263-483-1
- Тодд, Роберт Х .; Аллен, Делл К .; Альтинг, Лео (1994), Справочное руководство по производственным процессам, Industrial Press Inc., ISBN 0-8311-3049-0.
- https://prestigemetals.com/metal-bending-technology/
внешняя ссылка
- Латанг, Пол. "Гибка стала проще" Производство и металлообработка, февраль 2010 г.
- Калькулятор допуска и вычета изгиба