Радиочастотная сварка - Radio-frequency welding
Радиочастотная сварка, также известный как диэлектрическая сварка и высокочастотная сварка, это пластиковая сварка процесс, который использует высокочастотные электрические поля вызвать нагрев и плавление термопласт базовые материалы.[1] Электрическое поле прикладывается парой электродов после того, как соединяемые детали зажаты вместе. Сила зажима сохраняется до затвердевания соединения. Преимущества этого процесса - короткое время цикла (порядка нескольких секунд), автоматизация, повторяемость и хороший внешний вид сварного шва. Только пластмассы, у которых есть диполи могут нагреваться с помощью радиоволн, поэтому не все пластмассы можно сваривать с помощью этого процесса. Кроме того, этот процесс не подходит для толстых или слишком сложных швов. Чаще всего этот процесс используется для соединения внахлест или уплотнения тонких пластиковых листов или деталей.
Механизм нагрева
В материалах, находящихся под воздействием высокочастотных переменных электрических полей, могут возникать четыре типа поляризации:[2]
- Электронная или электрическая поляризация - это перераспределение электронов
- Ионная поляризация - это перераспределение заряженных частиц - катионов и анионов.
- Поляризация Максвелла-Вагнера - это накопление заряда на границах раздела неоднородных материалов.
- Дипольная поляризация - это перестройка постоянных диполей.
Дипольная поляризация - это явление, которое отвечает за механизм нагрева при радиочастотной сварке пластмасс. диэлектрический нагрев. Когда электрическое поле приложено к молекуле с асимметричным распределением заряда, или диполь, электрические силы заставляют молекулу выравниваться с электрическим полем.[1] Когда применяется переменное электрическое поле, молекула постоянно меняет свое выравнивание, что приводит к вращению молекулы. Этот процесс не является мгновенным, поэтому, если частота достаточно высока, диполь не сможет вращаться достаточно быстро, чтобы оставаться выровненным с электрическим полем, что приводит к случайному движению, поскольку молекула пытается следовать за электрическим полем. Это движение вызывает межмолекулярное трение, которое приводит к выделению тепла.[3] Количество тепла, генерируемого трением в материале, зависит от напряженности поля, частоты, дипольной силы и свободного объема в материале.[1] Поскольку основной движущей силой диэлектрического нагрева является взаимодействие диполя молекулы с приложенным электрическим полем, высокочастотная сварка может проводиться только на дипольных молекулах. Типичный диапазон частот для диэлектрического нагрева составляет 10–100 МГц, но обычно высокочастотная сварка проводится около 27 МГц.[3] При слишком низкой частоте диполи могут выравниваться с электрическим полем и оставаться в фазе с электрическим током, сводя к минимуму возникающее межмолекулярное трение. Это также можно описать как минимальные потери мощности от электрического поля, поскольку молекулы будут оставаться в фазе и поглощать минимальную энергию. Когда частоты становятся достаточно высокими, потери мощности начинают увеличиваться, так как диполи не могут выровняться со скоростью обратного электрического поля. Диполи становятся не в фазе, поглощая энергию, и это происходит при нагревании. На определенной частоте достигается максимум потерь мощности, при котором более высокие частоты уменьшают потери мощности и вызывают меньший нагрев. Максимальные потери диэлектрической мощности зависят от материала.[4]
Совместимые материалы
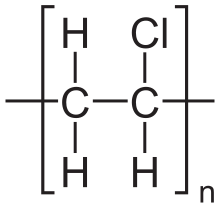
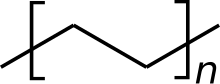
Механизм радиочастотного нагрева основан на диполь в молекуле, чтобы генерировать тепло, и поэтому пластмассы, используемые в RF-сварке, ограничены теми, молекулы которых содержат электрический диполь.[5] Постоянные молекулярные диполи могут образовываться из-за различий в электроотрицательность между атомами молекулы. Отрицательный заряд смещается в сторону атомов с более высокой электроотрицательностью, в результате чего больше отрицательно заряженных областей, окружающих больше электроотрицательных атомов, и положительно заряженных областей, окружающих менее электроотрицательные атомы.[1] Потому что полиэтилен состоит из симметричных мер группы, дипольные формы и полиэтилен нельзя соединять с помощью радиочастотной сварки. Как и вода, поливинилхлорид (ПВХ) состоит из асимметрично расположенных атомов с разной электроотрицательностью, в результате чего возникает дипольный момент. Из-за сильного дипольного момента (и других свойств) ПВХ считается отличным материалом для высокочастотной сварки. В дополнение к полярности, свойства, которые способствуют хорошей радиочастотной свариваемости, включают высокую диэлектрическую проницаемость, которая снижает сопротивление току; высокая диэлектрическая прочность, предотвращающая образование дуги через элементы соединения во время сварки; и высокие диэлектрические потери, которые являются фактором, описывающим количество тепла, выделяемого электрическим полем.[1][2]
Некоторые пластмассы, обычно свариваемые с помощью диэлектрического нагрева, включают:[1][3][6]
Дополнительные элементы могут быть добавлены к стыку по разным причинам - для улучшения теплоизоляции, предотвращения прилипания деталей к сварочному оборудованию, предотвращения образования дуги и буферизации неравномерного давления зажима или электрического поля.[2] Можно сваривать неполярные пластмассы, используя имплантат из проводящего композитного материала для улучшения диэлектрических потерь.[1]
Порядок и процесс
Процедура высокочастотной сварки состоит из пяти этапов:[1]
- Загрузка деталей
- Применение давления
- Приложение электрического поля
- Удерживающее давление
- Разгрузка деталей
Нагрузка заключается в помещении соединительного элемента в сварочный аппарат. Операция сварки начинается с приложения давления к элементам со стороны электродов. Как правило, нижний электрод закреплен, а исполнительный механизм сжимает верхний электрод с заданной силой. Электрическое поле прикладывается к деталям в течение определенного времени, при этом давление электродов поддерживается. Диэлектрический нагрев заставляет детали, которые находятся в тесном контакте, плавиться, и жидкие полимеры диффундируют друг в друга на границе раздела. Распространение и затвердевание соединения происходит при поддержании давления в течение определенного времени. После охлаждения соединения и втягивания верхнего электрода деталь можно разгружать.[1]
Параметры, используемые для управления процессом сварки, включают:[1][2]
- Время сварки - длительность приложения электрического поля
- Power - мощность электрического поля в стыке
- Давление зажима (или расстояние сжатия) - предел давления сжатия (или предел расстояния сжатия) детали прижимаются друг к другу
- Время удержания - длительность воздействия давления после выключения источника питания
- Температура штампа - температура штампа
- Количество / последовательность циклов - модификация процесса сварки для последовательного выполнения нескольких циклов для максимального повышения качества сварки.
Перечисленные параметры часто взаимозависимы, и необходимо разработать окно процесса, чтобы настроить процесс для достижения приемлемого качества сварки.[2]
Сварочное оборудование
Оборудование для радиочастотной сварки, как правило, состоит из: генератора высокочастотной энергии, блока управления, пресса, корпуса, электродов, а иногда и механизма перемещения.[1][2][3] Генератор ВЧ-мощности преобразует сетевую мощность в высокочастотную энергию высокого напряжения для сварки. Типичное напряжение составляет 1–1,5 кВ переменного тока при частоте 27,12 МГц.[1] Мощность, необходимая для сварки, зависит от площади сварного шва, толщины и материала.[2] Блок управления - это система, используемая для управления машиной. Блок управления отвечает за обработку информации о требуемых входных параметрах сварки, таких как сила, мощность и время нагрева, и дает команду другим компонентам машины соответствовать этим параметрам процесса. Некоторые контроллеры могут контролировать выходы и регулировать параметры для обеспечения удовлетворительного качества сварки.[1] Пресс (или привод) обеспечивает зажимное усилие пневматически или гидравлически.[2] Электроды представляют собой пару проводящих структур, которые передают электрическое поле через соединяемые элементы. Электроды контактируют с деталями и оказывают удерживающее давление до и во время сварки, а также в процессе затвердевания. Обычно верхний электрод выступает из верхней поверхности крепления, а нижний электрод представляет собой плоскую проводящую поверхность. В некоторых случаях нижний электрод может выступать над нижним приспособлением, чтобы соответствовать геометрии или лучше локализовать плавление за счет уменьшения паразитного электрического поля. Оба электрода могут быть изготовлены с функциями, позволяющими изменять качество свариваемой поверхности. Обычно их делают из латуни, меди или бронзы.[1] Радиочастотный кожух или клетка, которая окружает электроды и открытые участки, используются для защиты оператора от травм, включая радиочастотное излучение.[1] Автоматизированные машины могут быть полуавтоматическими (требующими от оператора манипулирования деталями) или полностью автоматическими (где машина отвечает за загрузку, транспортировку и манипулирование деталями).[2]
Приложения
Наиболее распространенное применение RF-сварки - это герметизация тонких листов полярных термопластов, таких как ПВХ. Некоторые продукты, которые обычно используют радиочастотную сварку, включают пляжные мячи, надувные матрасы, спасательные жилеты, обложки для книг и папки с вкладышами. Радиочастотная сварка также широко используется для изготовления медицинских изделий, таких как пакеты для крови, одноразовая одежда, манжеты для измерения кровяного давления и упаковка для определенных предметов.[3] Радиочастотная сварка чаще всего используется при производстве изделий, требующих водонепроницаемого или воздухонепроницаемого уплотнения. Процесс герметизации сварного шва или вставной трубки создает уплотнения, которые могут выдерживать различные типы требований для определенных типов жидкости или давления воздуха. Примером этого может быть медицинская промышленность, где обеспечение герметичности и водонепроницаемости уплотнения имеет решающее значение. [7]

Смотрите также
Рекомендации
- ^ а б c d е ж грамм час я j k л м п о Справочник по сварке пластмасс и композитов. Грюэлл, Дэвид А., Бенатар, Авраам., Пак, Джун Бу. Мюнхен: Hanser Gardener. 2003 г. ISBN 1569903131. OCLC 51728694.CS1 maint: другие (связь)
- ^ а б c d е ж грамм час я Соединение и сборка медицинских материалов и устройств. Чжоу, Ю., Брейен, Марк Д. Кембридж: Woodhead Publishing Limited. 2013. ISBN 978-0857096425. OCLC 859582129.CS1 maint: другие (связь)
- ^ а б c d е Тротон, М. Дж. (2008). Справочник по соединению пластмасс: Практическое руководство. Норвич, Нью-Йорк: Уильям Эндрю.
- ^ Naylon, J., et al. «Эффективный микроволновый нагрев и диэлектрическая характеристика микрофлюидных систем». Труды MicroTAS. 2010.
- ^ Лейтон, Дж., Брантли, Т., и Сабо, Э. (1 сентября 1993 г.). ВЧ сварка ПВХ и других термопластов. Журнал виниловых технологий, 15, 3, 188-192.
- ^ «Вопросы и ответы: какие термопластические материалы можно сваривать радиочастотной сваркой?». twi-global.com. Получено 2019-04-08.
- ^ «Радиочастотная сварка - Услуги радиочастотной сварки».