Сильная пластическая деформация - Severe plastic deformation
Сильная пластическая деформация (СПД) - общий термин, описывающий группу металлообработка методы, включающие очень большие деформации, обычно включающие сложное напряженное состояние или высокий сдвиг, что приводит к высокому плотность дефектов и равноосный «ультратонкий» зерно (UFG) размер (d <500 нм) или нанокристаллический (NC) структура (d <100 нм).[1]
История
Разработка принципов, лежащих в основе методов SPD, восходит к новаторской работе П.В. Бриджмен в Гарвардский университет в 1930-е гг.[2] Эта работа касалась воздействия на твердые тела сочетания больших гидростатических давлений с одновременной деформацией сдвига и привела к присуждению награды Нобелевская премия по физике в 1946 году.[3] Очень успешные ранние реализации этих принципов, более подробно описанные ниже, - это процессы равноканальный угловой пресс (ECAP) разработан В. Сигал с коллегами в Минске в 1970-е годы[4] и кручение под высоким давлением, заимствованный из работ Бриджмена, но не получивший широкого распространения до 1980-х годов на российском Институт физики металлов в наши дни Екатеринбург.[3]
Некоторые определения SPD описывают его как процесс, в котором прикладывается высокая деформация без какого-либо значительного изменения размеров заготовки, что приводит к большим гидростатическое давление компонент.[5] Однако механизмы, которые приводят к измельчению зерна в SPD, такие же, как и механизмы, первоначально разработанные для механического легирования, порошкового процесса.[6] это было охарактеризовано авторами как «сильная пластическая деформация» еще в 1983 году.[7] Кроме того, некоторые более поздние процессы, такие как асимметричная прокатка, действительно приводят к изменению размеров заготовки, при этом все еще производя ультрамелкозернистую структуру.[8] Принципы, лежащие в основе SPD, были применены даже к обработке поверхностей.[9]
Методы
Равноканальная угловая экструзия
Равноканальная угловая экструзия (ECAE, иногда называемая равноканальным угловым прессованием, ECAP) была разработана в 1970-х годах. В этом процессе металлическая заготовка продавливается через угловой (обычно 90 градусов) канал. Для достижения оптимальных результатов процесс можно повторять несколько раз, изменяя ориентацию заготовки с каждым проходом. Это обеспечивает равномерный сдвиг по всей массе материала.[4]
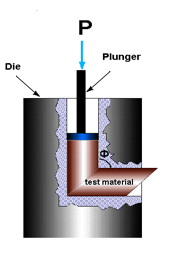
Торсион под высоким давлением

Кручение под высоким давлением (HPT) восходит к экспериментам, которые выиграли Перси Бриджмен 1946 год Нобелевская премия по физике, хотя его использование в обработке металлов значительно позже. В этом методе диск из подлежащего деформации материала помещается между двумя опорами. Большое напряжение сжатия (обычно несколько гигапаскали ) применяется, в то время как одна наковальня поворачивается для создания кручение сила. HPT может выполняться без ограничений, при котором материал может свободно вытекать наружу, полностью ограничен, или в некоторой степени между ними, когда поток наружу разрешен, но ограничен.[3]
Накопительное рулонное склеивание
При накопительном валковом склеивании (ARB) 2 листа одного и того же материала укладываются в стопку, нагреваются (до уровня ниже перекристаллизация температура), и свернутый, склеивая 2 листа вместе. Этот лист разрезается пополам, две половинки складываются в стопку и процесс повторяется несколько раз. По сравнению с другими процессами SPD, ARB имеет то преимущество, что не требует специального оборудования или инструментов, только обычный прокатный стан. Однако соединяемые поверхности необходимо тщательно очистить перед прокаткой, чтобы обеспечить хорошее сцепление.[10]
Повторяющееся гофрирование и выпрямление
Повторяющееся гофрирование и правка (RCS) - это метод тяжелой пластической деформации, используемый для обработки листового металла. В RCS лист зажимается между двумя гофрированными штампами с последующим прессованием между двумя плоскими штампами. RCS приобрела широкую популярность для производства мелкозернистого листового металла.[11] Попытки усовершенствовать эту технику привели к внедрению нового метода SPD - повторяющегося гофрирования и правки прокаткой (RCSR).[12] Применимость этого нового метода подтверждена в различных материалах.[12][13][14][15][16]
Асимметричная прокатка
При асимметричной прокатке (ASR) прокатный стан модифицируется таким образом, что один валок имеет более высокую скорость, чем другой. Обычно это делается либо с независимым контролем скорости, либо с использованием валков разного размера. Это создает область, в которой силы трения наверху и внизу прокатываемого листа противоположны, создавая напряжения сдвига по всему материалу в дополнение к нормальному сжимающему напряжению от прокатки. В отличие от других процессов SPD, ASR не поддерживает ту же чистую форму, но влияет на микроструктуру материала аналогичным образом.[8][17]
Механическое легирование
Механическое легирование / фрезерование (МА / ММ) выполняется в высокоэнергетическом шаровая мельница такие как вибрационная мельница или планетарная мельница также вызывают сильную пластическую деформацию металлов. Во время измельчения частицы дробятся и холодная сварка вместе, что приводит к большим деформациям. Конечный продукт, как правило, представляет собой порошок, который затем необходимо каким-либо образом консолидировать (часто с использованием других процессов SPD), но некоторые сплавы обладают способностью к консолидации. на месте во время фрезерования. Механическое легирование также позволяет сплавить порошки разных металлов во время обработки.[18][19]
Обработка поверхности
Совсем недавно принципы, лежащие в основе SPD, были использованы для разработки обработок поверхности, которые создают нанокристаллический слой на поверхности материала. При обработке поверхностным механическим истиранием (SMAT) ультразвуковой рог подключен к ультразвуковому преобразователю (20 кГц)), с небольшим мячи поверх рожка. Заготовка монтируется на небольшом расстоянии над рогом. Высокая частота приводит к большому количеству столкновений шариков с поверхностью, создавая скорость деформации порядка 102–103 s−1. Проявляемый поверхностный слой НК может иметь толщину порядка 50 мкм.[9] Процесс похож на дробеструйная обработка, но кинетическая энергия шаров в SMAT намного выше.[20]
Метод ультразвуковой модификации нанокристаллической поверхности (UNSM) также является одним из недавно разработанных методов модификации поверхности. В процессе UNSM действует не только статическая нагрузка, но и динамическая нагрузка. Обработку проводят, ударяя по поверхности заготовки до 20 000 и более раз в секунду с помощью ударов прикрепленного к рогу шара в диапазоне от 1 000 до 100 000 на квадратный миллиметр. Удары, которые можно описать как холодную штамповку, вводят SPD для создания поверхностного слоя NC путем измельчения крупных зерен до нанометрового масштаба без изменения химического состава материала, который обеспечивает высокую прочность и высокую пластичность. Этот метод UNSM не только улучшает механические и трибологические свойства материала, но также создает гофрированную структуру с множеством желаемых ямок на обрабатываемой поверхности.[21]
Приложения
Большинство исследований СПД было сосредоточено на измельчении зерна, которое имеет очевидное применение при разработке высокопрочных материалов в результате Холл-Петч связь. Обычно обрабатываемые промышленные металлы имеют размер зерна от 10 до 100 мкм. Уменьшение размера зерна с 10 мкм до 1 мкм может повысить предел текучести металлов более чем на 100%. Методы, в которых используются сыпучие материалы, такие как ECAE, могут обеспечить надежные и относительно недорогие способы производства ультрамелкозернистых материалов по сравнению с методами быстрого затвердевания, такими как прядение из расплава.[22]
Однако другие эффекты SPD, такие как текстура модификации также имеют потенциальное промышленное применение в качестве таких свойств, как Коэффициент Ланкфорда (важно для глубокий рисунок процессов) и магнитные свойства электротехническая сталь сильно зависят от текстуры.[22]
Такие процессы, как ECAE и HPT, также использовались для консолидации металлические порошки и композиты без необходимости использования высоких температур в обычных процессах консолидации, таких как горячее изостатическое прессование, позволяя получить желаемые характеристики, такие как размер зерен наноструктуры или аморфные структуры быть сохраненным.[22][23]
Некоторые известные коммерческие применения процессов SPD находятся в производстве Распыление цели по Honeywell[22] и титан UFG для медицинских имплантатов.[24]
Механизм измельчения зерна
Наличие высокого гидростатического давления в сочетании с большими деформациями сдвига имеет важное значение для получения высокой плотности дефектов кристаллической решетки, особенно вывихи, что может привести к значительному очистка зерна. Рафинирование зерна в процессах SPD происходит в несколько этапов:
- Вывихи, которые изначально распределяются по зернам, перестраиваются и группируются в дислокационные «ячейки» для уменьшения общей энергии деформации.
- По мере продолжения деформации и образования новых дислокаций между ячейками возникает разориентация, образуя «субзерна».
- Процесс повторяется внутри субзерен до тех пор, пока размер не станет достаточно маленьким, чтобы субзерна могли вращаться.
- Дополнительная деформация приводит к тому, что субзерна превращаются в большеугловые границы зерен, обычно с равноосный форма.[25]
Механизм вращения субзерен менее изучен. Ву и другие. описывают процесс, в котором движение дислокации становится ограниченным из-за малого размера субзерен, и вращение зерна становится более энергетически выгодным.[26] Мишра и другие. предложить несколько иное объяснение, в котором вращению способствует распространение по границам зерен (что намного быстрее, чем по объему).[25]
Ф.А.Мохамад предложил модель минимального размера зерна, достижимого при использовании механическое фрезерование. Модель основана на концепции, согласно которой размер зерна зависит от скорости образования и уничтожения дислокаций. Полная модель представлена

- В левой части уравнения: dмин - минимальный размер зерна, а b - Вектор гамбургеров.
- А3 является константой.
- β = Qп−Qм/ Q (Qп - энергия активации трубной диффузии по дислокациям, Qм - энергия активации миграции вакансии, Q - энергия активации самодиффузии), βQ - энергия активации восстановления, R - газовая постоянная, а T - температура обработки.
- Dp0 - не зависящий от температуры компонент трубы коэффициент диффузии, G - модуль сдвига, ν0 - скорость дислокации, k - Постоянная Больцмана, γ - энергия дефекта упаковки, а H - твердость.[27]
Хотя эта модель была разработана специально для механического фрезерования, она также успешно применялась в других процессах SPD. Часто используется только часть модели (обычно термин, включающий энергию дефекта упаковки), поскольку другие термины часто неизвестны и их трудно измерить. Это по-прежнему полезно, так как подразумевает, что при прочих равных условиях уменьшение энергии дефекта упаковки - свойство, которое является функцией легирующих элементов, - позволит улучшить измельчение зерна.[3][6] Однако несколько исследований показали, что, несмотря на значимость энергии дефекта упаковки для измельчения зерна на ранних стадиях деформации, установившийся размер зерна при больших деформациях в основном контролируется гомологичной температурой в чистых металлах. [28] и взаимодействием растворенных атомов и дислокаций в однофазных сплавах.[29]
Рекомендации
- ^ Вэй, Q; Cheng, S; Рамеш, К.Т .; Ма, Э (15 сентября 2004 г.). «Влияние размеров нанокристаллических и ультрамелких зерен на чувствительность к скорости деформации и активационный объем: ГЦК-металлы по сравнению с ОЦК-металлами». Материаловедение и инженерия: A. 381 (1–2): 71–79. Дои:10.1016 / j.msea.2004.03.064.
- ^ Кавех Эдалати, Зенджи Хорита (2016). «Обзор кручения высокого давления (HPT) с 1935 по 1988 год». Материаловедение и инженерия. 0921-5093: 325–352.
- ^ а б c d Жиляев А; Лэнгдон, Т. (1 августа 2008 г.). «Использование кручения под высоким давлением для обработки металлов: основы и приложения». Прогресс в материаловедении. 53 (6): 893–979. Дои:10.1016 / j.pmatsci.2008.03.002.
- ^ а б Сегал, В. (1 ноября 1999 г.). «Равноканальная угловая экструзия: от макромеханики к структурообразованию». Материаловедение и инженерия: A. 271 (1–2): 322–333. Дои:10.1016 / S0921-5093 (99) 00248-8.
- ^ Валиев, Руслан З .; Эстрин, Юрий; Хорита, Зенджи; Лэнгдон, Теренс Дж .; Zechetbauer, Michael J .; Чжу, Юньтянь Т. (апрель 2006 г.). «Получение объемных ультрамелкозернистых материалов методом интенсивной пластической деформации». JOM. 58 (4): 33–39. Bibcode:2006JOM .... 58д..33В. Дои:10.1007 / s11837-006-0213-7.
- ^ а б Qu, S .; An, X.H .; Yang, H.J .; Huang, C.X .; Ян, G .; Zang, Q.S .; Wang, Z.G .; Wu, S.D .; Чжан, З.Ф. (2009). «Эволюция микроструктуры и механические свойства сплавов Cu – Al после равноканального углового прессования». Acta Materialia. 57 (5): 1586–1601. Дои:10.1016 / j.actamat.2008.12.002.
- ^ Gilman, P.S .; Бенджамин, Дж. (1983). «Механическое легирование». Ежегодный обзор материаловедения. 13: 279–300. Bibcode:1983AnRMS..13..279G. Дои:10.1146 / annurev.ms.13.080183.001431.
- ^ а б Cui, Q .; Охори, К. (октябрь 2000 г.). «Улучшение зерна алюминия высокой чистоты асимметричной прокаткой». Материаловедение и технологии. 16 (20): 1095–1101. Дои:10.1179/026708300101507019.
- ^ а б Zhu, K.Y .; Vassel, A .; Brisset, F .; Лу, К .; Лу, Дж. (16 августа 2004 г.). «Механизм формирования наноструктуры α-титана с использованием SMAT». Acta Materialia. 52 (14): 4101–4110. Дои:10.1016 / j.actamat.2004.05.023.
- ^ Saito, Y .; Utsunomiya, H .; Tsuji, N .; Сакаи, Т. (1999). «Новый процесс сверхвысокой деформации для сыпучих материалов - разработка процесса накопительного валкового соединения (ARB)». Acta Materialia. 47 (2): 579–583. Дои:10.1016 / S1359-6454 (98) 00365-6.
- ^ Ратна Сунил, Б. (2015). «Многократное гофрирование и правка листового металла». Материалы и производственные процессы. 30 (10): 1262–1271. Дои:10.1080/10426914.2014.973600.
- ^ а б Мирсепаси, Арья; Нили-Ахмадабади, Махмуд; Хабиби-Парса, Мохаммад; Гасеми-Нанеса, Хади; Дизаджи, Ахмад Ф. (август 2012 г.). «Микроструктура и механическое поведение мартенситной стали, сильно деформированной с помощью новой техники повторяющегося гофрирования и правки прокаткой». Материаловедение и инженерия: A. 551: 32–39. Дои:10.1016 / j.msea.2012.04.073.
- ^ Мираб, Саидех; Нили-Ахмадабади, Махмуд; Хаджезаде, Али; Абширини, Мохамад; Парса, Мохаммад Хабиби; Солтани, Насер (август 2016 г.). «Об анализе деформации во время процесса RCSR с помощью конечно-элементного моделирования и корреляции цифровых изображений: об анализе деформации во время процесса RCSR…». Передовые инженерные материалы. 18 (8): 1434–1443. Дои:10.1002 / adem.201600100.
- ^ Шахмир, Хамед; Нили-Ахмадабади, Махмуд; Раззаги, Алиреза; Мохаммади, Махди; Ван, Чуан Тин; Юнг, Джай Мён; Ким, Хён Соп; Лэнгдон, Теренс Г. (июнь 2015 г.). «Использование дилатометрии для изучения кинетики мартенситной стабилизации и рекристаллизации в сильно деформированном сплаве NiTi». Журнал материаловедения. 50 (11): 4003–4011. Bibcode:2015JMatS..50.4003S. Дои:10.1007 / s10853-015-8957-5. ISSN 0022-2461.
- ^ Асгари-Рад, Пейман; Нили-Ахмадабади, Махмуд; Ширази, Хасан; Хоссейн Неджад, Шьямак; Колдорф, Себастьян (март 2017). «Значительное улучшение механических свойств нержавеющей стали AISI 304 за счет сочетания RCSR и процесса отжига: значительное улучшение механических свойств». Передовые инженерные материалы. 19 (3): 1600663. Дои:10.1002 / adem.201600663.
- ^ Хоссейн Заде, С .; Jafarian, H.R .; Парк, Н .; Эйвани, А. (Февраль 2020 г.). «Регулирование свойств при растяжении посредством инженерии микроструктуры в стали Fe-Ni-C TRIP, обработанной различными путями деформации при сильной деформации». Журнал материаловедения и технологий: S2238785419320046. Дои:10.1016 / j.jmrt.2020.01.041.
- ^ Мусави, С.А.А. Акбари; Ebrahimi, S.M .; Мадолиат Р. (12 июня 2007 г.). «Трехмерный численный анализ асимметричной прокатки». Журнал технологий обработки материалов. 187–188: 725–729. Дои:10.1016 / j.jmatprotec.2006.11.045.
- ^ Кох, CC (1 августа 1989 г.). «Синтез материалов механическим легированием». Ежегодный обзор материаловедения. 19 (1): 121–143. Bibcode:1989AnRMS..19..121K. Дои:10.1146 / annurev.ms.19.080189.001005.
- ^ Чжан, X .; Wang, H .; Kassem, M .; Narayan, J .; Кох, К. (10 мая 2002 г.). «Получение объемных ультрамелкозернистых и наноструктурированных Zn, Al и их сплавов путем консолидации порошков in situ при механическом истирании». Scripta Materialia. 46 (9): 661–665. Дои:10.1016 / S1359-6462 (02) 00048-9.
- ^ Dai, K .; Шоу, Л. (15 августа 2007 г.). «Сравнение между дробеструйным упрочнением и процессами поверхностной нанокристаллизации и упрочнения». Материаловедение и инженерия: A. 463 (1–2): 46–53. Дои:10.1016 / j.msea.2006.07.159.
- ^ Аманов, А .; Cho, I.S .; Пьюн Ю.С. Lee, C.S .; Парк, И. (15 мая 2012 г.). «Поверхность с микрорельефами при ультразвуковой модификации нанокристаллической поверхности и ее трибологические эффекты». Носить. 286–287: 136–144. Дои:10.1016 / j.wear.2011.06.001.
- ^ а б c d Сегал, Владимир М .; Beyerlein, Irene J .; Томе, Карлос Н .; Чувильдеев Владимир Н .; Копылов, Владимир Иванович (2010). Основы и техника интенсивной пластической деформации. Хауппоге, Нью-Йорк: Издательство Nova Science. ISBN 9781616681906.
- ^ Сеньков, О.Н. Сенькова, С.В .; Scott, J.M .; Чудо, Д. (25 февраля 2005 г.). «Уплотнение порошка аморфного алюминиевого сплава прямым экструзией и равноканальной угловой экструзией». Материаловедение и инженерия: A. 393 (1–2): 12–21. Дои:10.1016 / j.msea.2004.09.061.
- ^ Патент США 6399215, Zhu, Y.T .; Lowe, T.C .; Валиев, Р.З .; Столяров, В.В .; Латыш, В.В .; Raab, G.J., "Ультрамелкозернистый титан для медицинских имплантатов", выпущенный 4 июня 2002 г., передан регентам Калифорнийского университета.
- ^ а б Мишра, А; Кад, Б; Грегори, Ф; Мейерс, М. (1 января 2007 г.). «Эволюция микроструктуры в меди, подвергшейся сильной пластической деформации: эксперименты и анализ». Acta Materialia. 55 (1): 13–28. Дои:10.1016 / j.actamat.2006.07.008.
- ^ Ву, Х; Дао, N; Hong, Y; Сюй, В; Лу, Дж; Лу, К. (2002). «Микроструктура и эволюция механически индуцированного ультрамелкого зерна в поверхностном слое алюминиевого сплава, подвергнутого USSP». Acta Materialia. 50 (8): 2075–2084. Дои:10.1016 / S1359-6454 (02) 00051-4.
- ^ Мохамед, Фергалли А. (2003). «Модель дислокации для минимального размера зерна, достигаемого фрезерованием». Acta Materialia. 51 (14): 4107–4119. Дои:10.1016 / S1359-6454 (03) 00230-1.
- ^ Edalati, K .; Хорита, З. (2011). «Кручение чистых металлов под высоким давлением: влияние параметров атомной связи и энергии дефекта упаковки на размер зерна и корреляцию с твердостью». Acta Materialia. 59 (17): 6831–6836. Дои:10.1016 / j.actamat.2011.07.046. HDL:2324/25601.
- ^ Edalati, K .; Akama, D .; Nishio, A .; Lee, S .; Yonenaga, Y .; Cubero-Sesin, J .; Хорита, З. (2014). «Влияние взаимодействий дислокации с растворенным атомом и энергии дефекта упаковки на размер зерна однофазных сплавов после интенсивной пластической деформации с использованием кручения под высоким давлением». Acta Materialia. 69 (8): 68–77. Дои:10.1016 / j.actamat.2014.01.036.