Производственный чертеж - Википедия - Production drawing
Эта статья возможно содержит оригинальные исследования. (Октябрь 2013) (Узнайте, как и когда удалить этот шаблон сообщения) |
Производственные чертежи[1][2][3] (иногда называют рабочие чертежи) являются полными наборами рисунки это подробно производство и сборка товары (в отличие от инженерные чертежи подготовленные и / или для инженеров-технологов, задача которых - решить, как лучше всего производить продукцию).
Операторы станков, рабочие производственных линий и руководители - все используют производственные чертежи.
Инженеры-конструкторы также используют орфографический или графические изображения, называемые «рабочими случаями», для записи их идей. Эти предварительные эскизы используются в качестве основы как для чертежей компонентов, так и для сборочных чертежей. Производственные чертежи - это «нарисованная» (графическая) информация, подготовленная дизайн команда для использования строительство или же производство команда, основной целью которой является определение размера, формы, местоположения и производства здания или компонент '.
Ортографические проекции часто поставляются, дающие виды деталей машин и их сборку в доступной форме, похожей на художественная обработка в перспектива, иногда в взорванная форма который иллюстрирует, как целое может быть сконструировано из узлов и узлов в отдельные компоненты. Производственные чертежи могут описывать предпочтительный порядок сборки компонентов.[4] и если инженерные чертежи призыв к винт застежка, которую нужно затянуть до определенного крутящий момент производственные чертежи обычно описывают инструмент будет использоваться и как это должно быть откалиброванный.
Характеристики материалов и компонентов обычно указываются в основной надписи производственного чертежа. Обычно показаны подузлы (или основная сборка компонентов), а на производственных чертежах может быть указано, где будет построен каждый собранный компонент. На производственных чертежах также указывается количество деталей, необходимых для изготовления собранного блока, и они могут составлять существенную часть документации, необходимой для авторизации производства описываемого объекта.
Набор чертежей
Три основных набора производственных чертежей включают следующее:
- Детализация каждой нестандартной детали на листе чертежа, обычно одна деталь на листе
- Сборочный чертеж, показывающий все детали на одном листе
- А Ведомость материалов (Спецификация), по сути, каждой детали
Элементы производственных чертежей
Основные элементы производственных чертежей включают:[5]
- Размер и форма компонента
- Формат листа чертежа
- Лист процесса
- Проекция метод
- Пределы, посадки и допуски по размеру, форме и положению
- Способ производства
- Индикация шероховатость поверхности и другие термические обработки
- Спецификация материалов и форма, такие как отливки, поковки, пластины, круги и т. Д.
- Условные обозначения, используемые для обозначения определенных компонентов машины
- Методы проверки и испытаний
- Спецификация стандартных компонентов
Основные принципы нанесения размеров на производственных чертежах
Основные принципы нанесения размеров на производственных чертежах включают следующее:
- Рисование модуль следует измерять каждый элемент только один раз.
- На чертеже не должно быть больше размеров, чем необходимо.
- Размещайте размеры за пределами чертежа, насколько это возможно.
- Представляйте размеры видимыми контурами, а не скрытыми линиями.
- Избегайте определения размеров центральной линии, за исключением случаев, когда она проходит через центральное отверстие.
- Избегайте пересечения проекционных или размерных линий.
- Если места для нанесения размеров недостаточно, вы можете перевернуть стрелки и заменить соседние наконечники стрелок точками.
Техника нанесения размеров
Любой инженерный чертеж требует спецификаций с точки зрения размеры.[6] Размеры классифицируются следующим образом:
Для изготовления требуются нефункциональные размеры.
Дополнительные размеры не влияют на производство или проверку деталей. Они устроены следующим образом:
- Определение размеров цепи: этот метод может использоваться только в том случае, если накопление допусков не влияет на функциональные требования.
- Параллельное нанесение размеров: при этом типе нанесения размеров ряд отдельных размерных линий проводится параллельно друг другу, разнесенных таким образом, чтобы учесть размерные значения.
- Расчет беговых размеров: этот тип размеров аналогичен параллельному определению размеров; Единственное отличие в том, что размеры накладываются в одну линию. В этом случае следует отметить исходную точку.
- Определение размеров в координатах: расположение каждого отверстия и его размер задаются путем указания координат X и Y от заданной исходной точки и их табуляции.
Производственный чертеж в пределах, посадках и допусках
Система пределов
В системе лимитов используются три термина:
- Толерантность: Отклонение от базового значения определяется как Допуск. Его можно получить, взяв разницу между максимально и минимально допустимыми пределами.
- Пределы: Два крайних допустимых размера, между которыми находится фактический размер, определены как пределы.
- Отклонение: Алгебраическая разница между размером и соответствующим ему основным размером. Есть два типа отклонений: 1) Верхнее отклонение 2) Нижнее отклонение.
Основное отклонение - это либо верхнее, либо нижнее отклонение, в зависимости от того, какой размер ближе к базовому.
Допуски
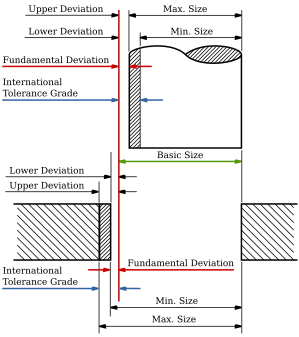
Из-за человека ошибки, машина настройки и т. д., практически невозможно изготовить абсолютный размер, указанный в дизайнер. Отклонение в габаритах от основного значения всегда возникает. Это отклонение размеров от основного значения известно как Допуск.[6]
На рисунке показаны механические допуски, возникающие во время работы.
Подходит
Отношение между плотностью и ослаблением между двумя сопрягаемыми частями называется поместиться. В зависимости от фактических пределов размеров отверстия или вала посадки можно разделить на посадку с зазором, переходную посадку и посадку с натягом.[8]
Зазор подходит
Посадка с зазором определяется как зазор между сопряженными частями. При посадке с зазором всегда имеется положительный зазор между отверстием и валом.
Переход подходит
Переходная посадка может привести к натягу или зазору, в зависимости от фактических значений допуска отдельных деталей.
Посадка с натягом
Посадка с натягом получается, если разница между размерами отверстия и вала отрицательная перед сборкой. Посадка с натягом обычно варьируется от минимального до максимального натяга. Вот два крайних случая помех:
Минимальное вмешательство
Величина разницы (отрицательной) между максимальным размером отверстия и минимальным размером отверстия. вал перед сборкой с натягом.
Максимальное вмешательство
Величина разницы между минимальным размером отверстия и максимальным размером вала при посадке с натягом или переходной посадкой перед сборкой.
Основание отверстия и система основания вала: При определении предельных размеров для трех классов посадки используются две системы:
- Система основания отверстия: Размер вала получается вычитанием припуска из базового размера отверстия. Затем допуски применяются к каждой детали отдельно. В этой системе нижнее отклонение отверстия равно нулю. Обозначение буквенного символа для этого - «H».
- Система основания вала: Верхнее отклонение вала равно нулю, а размер отверстия получается добавлением припуска к основному размеру вала. Обозначение буквенного символа - «h».
Производственный чертеж по шероховатости поверхности
В характеристики и спектакль на детали машин влияет степень шероховатости различных поверхностей; чем выше гладкость поверхности, тем больше усталость сила и коррозия сопротивление будет.[9] Трение между сопрягаемыми частями также уменьшается за счет более гладкой поверхности. Геометрические характеристики поверхности по отношению к шероховатости следующие:
- Макро-отклонения
- Волнистость поверхности
- Микронеровности
Шероховатость поверхности можно оценить по высоте и среднему индексу шероховатости микронеровностей. Шероховатость поверхности определяется следующими терминами:
- Действительный профиль
- Справочный профиль
- Datum профиль
- Основной профиль
- Средний индекс шероховатости
- Число шероховатости поверхности и др.
Число шероховатости поверхности: Число шероховатости поверхности [R (a)] представляет собой среднее отправление поверхности из выступов над отбор проб длина, которая выражается в микрометры. Он задается формулой R (a) = {h1 + h2 + h3 + ..... + hn} / n. Шероховатость поверхности можно измерить, используя некоторые из следующих терминов:
- Поверхность измерять
- Прямая грань
- Профилограф
- Профилометр
- Оптический плоский и др.
Производственный чертеж и технологические карты

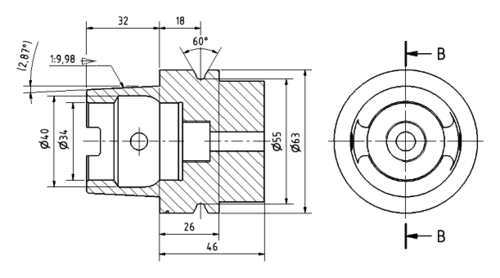
Искажение шероховатости производственного чертежа показано на прилагаемом рисунке.
Листы процессов
Производственный чертеж компонента обычно сопровождается листом, известным как технологический лист, где указана рекомендованная для изготовления последовательность операций. В нем должны быть перечислены механизмы, инструменты и навыки для каждого действия или события. Технологическая карта должна состоять из следующего:
- Описание работы
- Номер компонента
- Размер и вес
- Время цикла
- Номер чертежа
- Порядковый номер и т. Д.
Использование технологических карт
Технологические карты содержат:
- Общий вид различных операций, которые необходимо выполнить для задания.
- Помощь в планировке завода при проектировании изделия.
- Помощь в оценке затрат, стандартных затрат, производственном контроле и оценке производительности.
- Информация для методы исследования персонал, чтобы оптимизировать производственный процесс.
Принципы изготовления чертежей
Производственные чертежи должны быть подготовлены на чертежных листах стандартного размера или распечатках. Правильный размер листа и размер объекта могут быть визуализированы не только из графических представлений видов, но также из различных типов используемых линий, размеров, примечаний, масштабов и т. Д., Которые позволяют всем заинтересованным лицам - при условии, что они полностью знакомы с используемыми условными обозначениями - чтобы иметь четкое и недвусмысленное понимание задач, продуктов и процессов. В Международные стандарты ISO 128 описать условные обозначения чертежей - это некоторые детали, включая виды, линии, разрезы и разрезы, но они не используются повсеместно (в Индии эти стандарты установлены Бюро индийских стандартов ).
Листы для рисования
При производстве чертежей листы стандартного размера обычно используются для экономии бумаги и облегчения хранения чертежей. В спецификациях листов необходимо учитывать их размер, размер основной надписи и ее положение, толщину границ и рамок и т. Д.
Размер листа
Основные принципы, которым необходимо следовать при выборе размеров чертежных листов:
- X: Y = 1: 1,414
- X: Y = 1, где X и Y - ширина и длина листа.
Для справочного размера (A0 ) площадью 1 кв.м, X = 841 мм и Y = 1189 мм.
Основная надпись
Основная надпись, содержащая идентификацию чертежа, должна находиться в пределах области чертежа в правом нижнем углу. Направление просмотра основной надписи должно в целом соответствовать направлению просмотра чертежа. Блок будет содержать различные идентификаторы, такие как: название компании, название детали, номер чертежа, материал, обработка или отделка и т. Д. В зависимости от стандарта чертежа блоки заголовка могут различаться.
Смотрите также
Рекомендации
- ^ К.Л. Нараяна. Производственный чертеж. New Age International. ISBN 81-224-0953-9.
- ^ Бхатт, Н. Машинный чертеж. Издательство Чаротар. ISBN 978-81-85594-95-8.
- ^ Редди, Венката (2009). Производственный чертеж. New Age International. ISBN 978-81-224-2288-7.
- ^ Миллер, Джон (1932). Производственные чертежи. Институт риса.
- ^ Нараяна, К. Машинный чертеж. ISBN 81-224-0953-9.
- ^ а б Машинный рисунок и компьютерная графика, Фараздак Хайдери, Нирали Пракашан. ISBN 978-93-8072-527-7
- ^ Производственный чертеж, К.Л. Нараяна, издательство New Age International Publishers. ISBN 81-224-0953-9
- ^ Машинный чертеж, П. Каннайя, издательство New Age International Publishers. ISBN 978-81-224-1917-7
- ^ Похит, Гаутам (2002). Машинный чертеж в AutoCAD. Pearson Education. ISBN 81-317-0677-X.