Обмотка проволоки - Wire wrap
Эта статья может потребоваться переписан соответствовать требованиям Википедии стандарты качества. (Июль 2020) |

Обмотка проволоки это технология сборки электронных компонентов, которая была изобретена для подключения телефон поперечные переключатели, а позже адаптирован для создания электронных печатные платы. Электронные компоненты установленные на изоляционной плите, соединены между собой отрезками изолированный провод проходят между их выводами, причем соединения выполняются путем наматывания нескольких витков неизолированных участков провода на вывод компонента или штырь розетки.
Провода можно наматывать вручную или машинным способом, а затем можно вручную модифицировать. Он был популярен для крупномасштабного производства в 1960-х и начале 1970-х годов, и сегодня он продолжает использоваться для небольших серий и прототипы. Этот метод исключает разработку и изготовление печатная плата. Обмотка проводов необычна среди других технологий прототипирования, поскольку она позволяет производить сложные сборки с помощью автоматизированного оборудования, а затем легко ремонтировать или изменять вручную.
Конструкция с проволочной обмоткой может создавать сборки, которые более надежны, чем печатные схемы: соединения менее склонны к выходу из строя из-за вибрации или физических нагрузок на основной плате, а также отсутствия припаять исключает пайка неисправности, такие как коррозия, холодные и сухие стыки. Сами соединения более жесткие и имеют меньшее электрическое сопротивление из-за холодная сварка провода к клеммной колодке по углам.
Обмотка проводов использовалась для сборки высокочастотных прототипов и небольших производственных партий, включая микроволновые схемы гигагерцового диапазона и суперкомпьютеры. Он уникален среди методов автоматизированного прототипирования тем, что можно точно контролировать длину проводов, а скрученные пары или скрученные квадраты с магнитным экраном можно прокладывать вместе.
Конструкция с проволочной оберткой стала популярной примерно в 1960 году в производстве печатных плат, и в настоящее время ее использование резко сократилось. Технология поверхностного монтажа сделал этот метод гораздо менее полезным, чем в предыдущие десятилетия. Без припоя макеты а снижение стоимости профессионально изготовленных печатных плат практически устранило эту технологию.
Обзор



Правильно сделанное соединение проволокой на 30 или 28 AWG Провод представляет собой семь витков (меньше для большего провода) неизолированного провода с половиной или половиной витков изолированного провода внизу для снятия натяжения.[1][2] Таким образом, квадратный позолоченный штифт образует 28 дублирующих контактов. Покрытие из посеребренной проволоки приваривается к золоту. Если происходит коррозия, она возникает на внешней стороне проволоки, а не на газонепроницаемом контакте, куда кислород не может проникнуть с образованием оксидов. Правильно сконструированный инструмент для намотки проволоки прикладывает до двадцати тонн силы на квадратный дюйм к каждому стыку.
Электронные компоненты иногда подключаются к Розетки. Розетки прикреплены с цианоакрилат (или силикон клей) к тонким пластинам из армированного стекловолокном эпоксидная смола (стекловолокно ).
Розетки имеют квадратные стойки. Обычные стойки имеют квадрат 0,025 дюйма (0,64 мм), высоту 1 дюйм (25,4 мм) и интервалы между ними 0,1 дюйма (2,54 мм). Премиум-посты жестко нарисованы бериллиевая медь сплав с покрытием из золота 0,000025 дюйма (630 нм) для предотвращения коррозии. Менее дорогие посты бронза с участием банка покрытие.

30 калибр (~ 0,0509 мм2) Серебряный покрытие мягкое медь провод заизолирован фторуглерод который не выделяет опасных газов при нагревании. Самая распространенная изоляция - это "Кынар ".
30 AWG Проволока Kynar разрезается на отрезки стандартной длины, затем с каждого конца снимается по 2,5 см изоляции.
«Инструмент для намотки проволоки» имеет два отверстия. Проволока и 1⁄4 дюйма (6,4 мм) изолированного провода помещают в отверстие рядом с краем инструмента. Отверстие в центре инструмента размещается над стойкой.
Инструмент быстро закручивается. В результате вокруг столба наматывается от 1,5 до 2 витков изолированного провода, а выше - от 7 до 9 витков оголенного провода. Почта имеет место для трех таких подключений, хотя обычно требуется только одно или два. Это позволяет использовать при ремонте ручную обмотку проводов.
Полтора витка изолированного провода помогает предотвратить усталость провода в месте его соприкосновения со стойкой.
Выше витка изолированного провода оголенный провод наматывается на столб. Углы стойки врезаются с давлением в тонны на квадратный дюйм. Это вытесняет все газы из области между серебряной пластиной проволоки и золотыми или оловянными углами столба. Кроме того, при 28 таких соединениях (семь витков на четырехугольной стойке) существует очень надежное соединение между проводом и стойкой. К тому же углы стоек довольно «острые»: у них совсем небольшой радиус кривизны.
Есть три способа размещения проводов на плате.
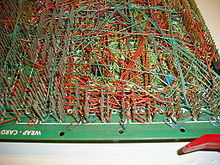
В профессионально изготовленных платах с проволочной оберткой длинные провода помещаются первыми, чтобы более короткие провода механически закрепляли длинные провода. Также, чтобы сборка была более ремонтопригодной, провода накладываются послойно. Концы каждого провода всегда находятся на одной высоте на стойке, поэтому для замены провода необходимо заменить не более трех проводов. Также, чтобы слои было легче увидеть, они сделаны с утеплителем разных цветов. В компактных или пригодных для использования в воздухе сборках с проволочной оберткой провода заключены в коробки и могут быть покрыты воском для уменьшения вибрации. Эпоксидная смола никогда не используется для покрытия, потому что она делает сборку непригодной для ремонта.
Рекомендации по применению
Wire-wrap хорошо работает с цифровыми схемами с небольшим количеством дискретных компонентов, но менее удобен для аналоговых систем с большим количеством дискретных резисторов, конденсаторов или других компонентов (такие элементы могут быть припаяны к разъему и вставлены в гнездо для проводов).[3] Розетки - это дополнительные затраты по сравнению с непосредственной вставкой интегральных схем в печатную плату, а также увеличение размера и массы системы. Множественные жилы проводов могут создавать перекрестные помехи между цепями, что не имеет большого значения для цифровых цепей, но является ограничением для аналоговых систем. Соединенные между собой провода могут излучать электромагнитные помехи и иметь менее предсказуемый импеданс, чем печатная плата. Конструкция с проволочной обмоткой не может обеспечить заземляющие плоскости и плоскости распределения питания, возможные с многослойными печатными платами, что увеличивает вероятность шума.[4]
История


Накрутка проводов происходит из традиции сращивание троса. Ранняя обмотка проводов производилась вручную; медленный и осторожный процесс. Обмотка проводов использовалась для сращивания и для отделки концов кабелей в проводах подвесного моста и другой тросовой оснастке, обычно с проволокой меньшего диаметра, оборачиваемой вокруг большей проволоки или пучка проводов. Эти методы были чисто механическими, чтобы добавить прочности или предотвратить истирание.
В конце 19 века телеграф Линейщики разработали методы сращивания проводов, которые были бы механически прочными и также пропускали бы электричество. В Соединение Western Union был самым прочным из таких сварных соединений. Обертки могут быть покрыты припаять для еще большей прочности и предотвращения окисления между проводами.[5]
Провода, намотанные вручную, были обычным явлением в начале 20 века. двухточечная электронная конструкция методы, в которых требовалось прочное соединение для удержания компонентов на месте. Провода вручную наматывались на зажимные стержни или выступы, а затем паялись.

Современная технология обмотки проволоки была разработана после Великой Отечественной войны на Bell Laboratories как средство электрических соединений в новом реле, предназначенном для использования в телефонной системе Bell.[6] Коллектив дизайнеров во главе с Артур К. Келлер разработали «Пистолет Келлера для обертывания», и вся система обертывания была передана компании Western Electric для промышленного применения. После того, как комитет «Сделай или купи» в Western Electric решил, что ручной инструмент изготовит внешний поставщик, Western Electric разослала контракт на инструмент для участия в торгах. Компания Keller Tool из Гранд-Хейвена, штат Мичиган, поставщик вращающихся ручных инструментов для Western Electric, выиграла контракт и внесла несколько изменений в конструкцию, чтобы упростить производство и использование инструмента. Келлер начал производство инструментов в 1953 году и впоследствии получил лицензию от Western Electric, разрешающую продажу технологии на открытом рынке. Инструмент продавался под своим первоначальным названием - так как имя производителя случайно совпало с именем изобретателя.
IBM первые транзисторные компьютеры, представленные в конце 1950-х годов, были построены с Стандартная модульная система IBM которые использовали объединительные платы с проволочной обмоткой.
Ручная намотка проволоки

Ручной инструмент для намотки проволоки напоминает маленькую ручку. Удобен при мелком ремонте. Wire wrap - одна из самых ремонтируемых систем сборки электроники. Столбы можно перематывать до десяти раз без заметного износа при условии, что каждый раз используется новая проволока. Немного более крупные работы выполняются с помощью ручного «пистолета для намотки проволоки», имеющего зубчатую и подпружиненную зажимную рукоятку для быстрого вращения долота.
Такие инструменты в большом количестве использовались в Америке. телефонные станции в последней трети 20-го века, как правило, с большим битом для работы с проводом 22 или 24 AWG, а не с меньшим 28 или 30 AWG, используемым в печатных платах и объединительных платах. Большие сообщения можно перематывать сотни раз. Они сохранились в 21 веке в рамы распределения где соединители смещения изоляции не взял на себя полностью. Более крупные ручные высокоскоростные электрические пистолеты для обертывания заменили пайку в конце 1960-х годов на постоянную проводку при установке оборудования для обмена. В середине 1980-х их постепенно заменили кабелями с разъемами.
В Компьютер наведения Apollo с его коротким производственным циклом и строгими требованиями к надежности был одним из первых применений проволочной обмотки для сборки компьютеров.
Полуавтоматическая намотка проволоки

Полуавтоматические системы для намотки проволоки размещают «пистолеты для намотки проволоки» на руки, перемещаемые в двух измерениях двигателями с компьютерным управлением. Пистолеты опускаются вручную и нажимают на спусковой крючок, чтобы сделать обертку. Провода вставляются в пистолет вручную. Эта система позволяет оператору размещать провода, не беспокоясь о том, правильно ли они вставлены, поскольку компьютер правильно размещает пистолет.
Полуавтоматическая обмотка проволоки уникальна среди систем прототипирования, поскольку она позволяет разместить витые пары, и скрученные магнитно-экранированные квадраты, позволяющие собирать сложные радары и высокоскоростные цифровые схемы.
Автоматическая обмотка проволоки
Эта секция нужны дополнительные цитаты для проверка. (Апрель 2011 г.) (Узнайте, как и когда удалить этот шаблон сообщения) |

Автоматические машины для намотки проводов, производимые компанией Gardner Denver в 1960-х и 1970-х годах, были способны автоматически прокладывать, отрезать, снимать изоляцию и наматывать провода на электронную «объединительную плату» или «печатную плату». Машины приводились в действие инструкциями по подключению, закодированными на перфокарты, Майлар перфолента и ранние микрокомпьютеры.
Самые ранние машины (например, модели 14FB и 14FG) изначально были сконфигурированы как «горизонтальные», что означало, что панель для намотки проволоки помещалась вверх ногами (штифтами вверх) на горизонтальную пластину для инструментов, которую затем закатывали в машину и фиксировали. на вращающийся (четырехпозиционное положение стола TRP) и смещение (PLP = продольное положение поддона из 11 положений) поддон в сборе. Эти машины включали в себя очень большие гидравлические блоки для питания сервоприводов, которые приводили в движение приводные каретки «A» и «B» с шариковинтовой передачей, шкаф для электроники высотой 1,8 м, загруженный сотнями управляющих реле IBM, множество десятков соленоидов для управление различными пневматико-механическими подсистемами и кард-ридер IBM 029 для инструкций по позиционированию. Сами автоматические машины для намотки проволоки были довольно большими, 6 футов (1,8 м) в высоту и 8 футов (2,4 м) в квадрате. Обслуживание машин было чрезвычайно сложным и часто требовало лазания внутри них, чтобы поработать над ними. Это может быть довольно опасно, если предохранительные блокировки не обслуживаются должным образом.
Позже машины несколько меньшего размера стали «вертикальными» (14FV), что означало, что доски помещались на инструментальную плиту штифтами, обращенными к оператору станка. Исчезли гидравлические агрегаты в пользу двигателей с прямым приводом для вращения шариковые винты, с участием поворотные энкодеры для обеспечения обратной связи по позиционированию. Как правило, это обеспечивало лучшую видимость продукта для оператора, хотя максимальная площадь обертывания была значительно меньше, чем у горизонтальных машин. Максимальная скорость на горизонтальных машинах обычно составляла около 500-600 проводов в час, в то время как вертикальные машины могли достигать скорости до 1200 в час, в зависимости от качества платы и конфигурации проводки.
Автоматизация проектирования
В обмотке проволоки, автоматизация проектирования электроники может спроектировать плату и оптимизировать порядок размещения проводов.
Некоторые системы могут принимать высокоуровневые логические проекты, написанные на языке дизайна, подобном VHDL или Verilog и компилировать проекты для автоматического создания схемы и ведомости материалов.[7] Обычно они позволяют моделировать и отлаживать логические схемы до того, как логические схемы будут фактически построены.
САПР для наматывания проводов требует, чтобы схема была закодирована в список соединений. Список соединений концептуально представляет собой список контактов, которые должны быть подключены, с соответствующим именем сигнала для всех контактов, которые касаются сигнала. Этот шаг, который в старых системах часто выполнялся вручную, теперь выполняется автоматически программами EDA, выполняющими «схематический захват». Ручное аннотирование обычно по-прежнему требуется для специальных сигналов, таких как высокоскоростные, сильноточные или чувствительные к шуму схемы, или специальные методы построения, такие как витые пары или специальная маршрутизация. Аннотации кодируются в поле каждой записи списка цепей.
Следующим шагом было кодирование положения контактов каждого устройства. Один простой способ закодировать положение строк с буквами и пронумерованных столбцов. Затем устройства и контакты были переименованы с таких имен, как U36-2, т.е. контакт 2 интегральной схемы номер 36, на такие имена, как A01-2, для контакта 2 интегральной схемы в строке A, столбце 01. Используя прецизионную линейку, техник измеряет расстояния между рядами и столбцами от просверленного отверстия на плате и вводит результат измерения в файл.
Тип каждого устройства также вводится в отдельный файл, связанный с именем устройства. Например. A01 обозначается как 74C00.
Затем компьютерная программа «разворачивает» список устройств, координаты и описания устройств в полный список контактов для платы, используя шаблоны для каждого типа устройства. Шаблон - это карта контактов устройства. Его можно закодировать один раз, а затем использовать для всех устройств этого типа.
Некоторые системы могут затем оптимизировать конструкцию, экспериментально меняя местами эквивалентные части и логические ворота для уменьшения длины провода.[7] После каждого перемещения соответствующие выводы в списке соединений должны быть переименованы.
Некоторые системы[7] также автоматически обнаруживают выводы питания в интегральных схемах и создают списки соединений, соединяющие их с ближайшими выводами питания на плате. Если это сделано, могут быть назначены любые специальные аннотации или цвета (например, белый для тактовых сигналов или красный для питания), потому что эти программы хорошо знакомы с выводами интегральной схемы.
Затем компьютерная программа сортирует список цепей и список выводов в алфавитном порядке по имени вывода. Затем он читает оба списка. Когда имя вывода в списке соединений совпадает с именем вывода в списке выводов, он копирует физические координаты из списка выводов в список соединений.
Затем список цепей сортируется по имени цепи, так что все выводы каждой цепи находятся вместе. Следующая программа меняет порядок контактов в каждой цепи, чтобы сократить провода. Это снижает стоимость платы за счет уменьшения длины проводов. Он также позволяет передавать сигналы быстрее за счет уменьшения емкости сети и потребляет меньше энергии за счет уменьшения сопротивления каждого провода. Когда требуются высокие токи, сечения проводов можно уменьшить вдвое (или для более высоких токов можно использовать стандартные размеры цифровых проводов), разводя цепи в виде кругов, а не последовательностей. Некоторым высокоскоростным сигналам требуется драйвер на одном конце и резистор на другом для поглощения отражений.
Эта проблема маршрутизации эквивалентна задача коммивояжера, который НП завершена, и поэтому не поддается идеальному решению в разумные сроки. Один из практических алгоритмов маршрутизации состоит в том, чтобы выбрать вывод, наиболее удаленный от центра платы, а затем использовать жадный алгоритм для выбора следующего ближайшего неразведенного вывода с тем же именем сигнала.
После маршрутизации каждая пара узлов в сети переписывается, чтобы стать проводом в «списке проводов». Поскольку список сигнальных выводов переписывается как список проводов, программа может назначать атрибуты в записях, чтобы указать, является ли провод верхним или нижним. Это просто: начните с низа. Следующая проволока - верхняя. Следующий провод - нижний и т. Д. Поскольку назначены нижний и верхний провода, им также можно назначить выбранные цвета проводов для нижнего и верхнего. Обычно для нижних проводов используется синий цвет, а для верхних - желтый. Такое расположение позволяет производить ремонт или модификацию вручную с удалением не более трех проводов.
После этого на плате с произвольной разводкой могут быть сечения проводов, рассчитанные как расстояние между выводами, плюс зачищенные расстояния на каждом конце, плюс процент (обычно 5%) для провисания.
Если провода должны быть проложены полосами (требуется для некоторых высокочастотных или малошумящих сигналов), отдельная программа маршрутизации считывает "дорожный" файл, чтобы найти, где на плате могут быть размещены проложенные провода. Затем он вставляет "команды пальцев" в каждую запись провода, чтобы автоматические машины для намотки проводов или техники по сборке могли поместить тело провода в полосу прокладки. В то же время он пересчитывает длину провода, чтобы его можно было правильно проложить.
Если плата должна быть проложена вручную, что необходимо для нестандартных инструкций по прокладке, витых пар и четырехпроводных магнитных оплеток, размеры проводов переделываются в стандартные размеры. Это позволяет мастеру-сборщику брать провода из бункеров предварительно зажатой проволоки стандартной длины.
Затем список проводов сортируется в алфавитном порядке в оптимальную последовательность сборки. Нижние провода размещаются перед верхними проводами. Длинные провода обычно сначала помещают на уровень, чтобы более короткие провода удерживали более длинные. Это снижает вибрацию более длинных проводов, делая плату более прочной в условиях вибрации, например в автомобиле. Одновременное размещение всех проводов определенного размера и уровня позволяет мастеру-сборщику использовать предварительно обрезанные и предварительно обрезанные провода при использовании полуавтоматической машины для намотки проводов. Провода разных цветов, но одинакового размера также сортируются для размещения вместе. Составлен список проводов и других элементов, необходимых для сборки, который сортируется и распечатывается для использования операторами станка и превращается в ленту или карточную колоду для машины. Этот список также позволяет собирать материалы перед запуском производства.
Для ручной и полуавтоматической обмотки проволоки направление укладки проволоки можно оптимизировать для правша операторов, так что провода располагаются справа налево. Полностью автоматизированным машинам для обмотки проволоки все равно. Но в полуавтоматической системе намотки проволоки при наложении проволоки головка ленты перемещается от руки пользователя. Это увеличивает безопасность. Это также помогает пользователю использовать сильную руку и глаз для прокладки провода. Другая оптимизация заключается в том, что в пределах каждой длины и цвета провода компьютер выбирает следующий провод, так что головка намотки перемещается к ближайшему выводу, который находится справа от предыдущего вывода. Это может сэкономить до 40% времени сборки, почти получая две машины для намотки проволоки по цене одной. Это также снижает износ машин для намотки проволоки и позволяет специалистам по сборке размещать больше проволоки в час.
Телекоммуникации
В телекоммуникации проволочная обертка широко используется в современных сети связи для кроссировок медной проводки. Например, большинство телефонных линий из внешний завод перейти к панелям с проволочной обмоткой в Центральный офис, используется ли для Горшки, DSL или Т1 линий. Обычно в главный распределительный щит Назначение внутренних перекрестных объектов и Назначение внешних перекрестных объектов соединяются вместе с помощью перемычек, которые соединены проводом. Обмотка проводов популярна в телекоммуникациях, поскольку это один из самых безопасных способов прикрепления проводов, обеспечивающий отличный и надежный контакт на уровне данных. Панели Wirewrap рассчитаны на высокое качество услуг передачи данных, в том числе Кошка 5 комплектация проводки. Основным конкурентом в этом приложении является пробивные блоки, которые быстрее, но менее безопасны.
Смотрите также
внешние ссылки
- [1] Перфокарта, используемая для управления электропневматической машиной для намотки проволоки.
- [2] Корпорация Берроуз Рекламный ролик, показывающий машину для намотки проволоки в 09:50.
- [3] Описательное руководство для вышеуказанной машины, производства Гарднер Денвер.
![[1]](http://homepage.divms.uiowa.edu/~jones/cards/collection/gardner.gif){kind=link}
использованная литература
- ^ «Стандарты на дискретную проводку», Мастерство, США: НАСА, 2000-03-31., получено 2011-08-21
- ^ Министерство обороны (12 декабря 1978 г.). «Военный стандарт: электрические соединения, беспаечные в оболочке» (pdf). сек. 5.3.2. Получено 2016-11-04.
- ^ Горовиц и Хилл, "Искусство электроники, 3-е издание", стр. 828-830.
- ^ Горовиц и Хилл "Искусство электроники, 3-е издание", стр. 816
- ^ Шарп, Джон Макларен (1916). Практическая электрическая проводка. Нью-Йорк и Лондон: Д. Эпплтон и компания. стр.13 –14.
- ^ Bell Telephone Laboratories (1953). «Новый поворот в телефонии (реклама)». Получено 3 ноября, 2018.
- ^ а б c Эванс, А .; Эдмондс, П. (25 мая 1973 г.). «От слов к проводам». Системы автоматизированного проектирования. 5 (4): 237–241. Дои:10.1016/0010-4485(73)90238-8.
{kind=link}