Индекс окна процесса - Process Window Index
| Часть серии статей о |
| Машиностроение |
|---|
 |
| Методы изготовления |
| Промышленные технологии |
| Информация и коммуникация |
| Контроль процесса |
Индекс окна процесса (PWI) это статистическая мера что количественно определяет надежность производственного процесса, например тот, который включает нагрев и охлаждение, известный как термический процесс. В обрабатывающей промышленности значения PWI используются для калибровки нагрева и охлаждения при пайке (известный как тепловой профиль) во время запекания в печи. печь оплавления.
PWI измеряет, насколько хорошо процесс вписывается в определяемый пользователем предел процесса, известный как предел спецификации. Предел спецификации - это допуск, разрешенный для процесса, который может быть определен статистически. В промышленности эти пределы спецификации известны как окно процесса, а значения, нанесенные на график внутри или за пределами этого окна, известны как индекс окна процесса.
Используя значения PWI, процессы можно точно измерять, анализировать, сравнивать и отслеживать на одном уровне Статистическое управление процессами и контроль качества доступны для других производственных процессов.
Статистическое управление процессами
Возможности процесса способность процесса производить результат в пределах установленные пределы.[1] Чтобы помочь определить, находится ли производственный или бизнес-процесс в состоянии статистического контроля, инженеры-технологи используют контрольные карты, которые помогают предсказать будущую производительность процесса на основе текущего процесса.[2]
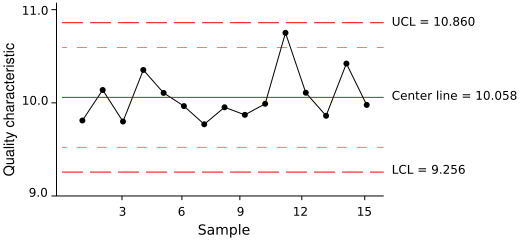

Чтобы помочь определить возможности процесса, по обе стороны процесса нанесены статистически определенные верхний и нижний пределы. значить на контрольной диаграмме.[2] Пределы контроля установлены на трех Стандартное отклонение по обе стороны от среднего значения процесса и известны как верхний контрольный предел (UCL) и нижний контрольный предел (LCL) соответственно.[2] Если процесс данные нанесены на график на контрольной диаграмме остается в контрольных пределах в течение длительного периода, тогда процесс считается стабильным.[2][3]
Значения допуска, указанные конечным пользователем, известны как пределы спецификации - верхний предел спецификации (USL) и нижний предел спецификации (LSL) соответственно.[2] Если процесс данные нанесены на график на контрольной диаграмме остается в этих пределах спецификации, тогда процесс считается работоспособным и обозначается .[2][3]

Производственная промышленность разработала индивидуальные ограничения для технических характеристик, известные как Окна процессов. В этом окне процесса отображаются значения. Значения, относящиеся к среднему значению процесса для окна, известны как индекс окна процесса. Используя значения PWI, процессы можно точно измерить, проанализировать, сравнить и отслеживать на одном уровне Статистическое управление процессами и контроль качества доступны для других производственных процессов.[3]
PWI в производстве электроники

Примером процесса, к которому может быть применена концепция PWI, является пайка. В пайка, тепловой профиль - это набор значений время-температура для разнообразие процессов такие как наклон, тепловая выдержка, оплавление и пик.[4]
Каждый тепловой профиль оценивается в зависимости от того, насколько он вписывается в технологическое окно (спецификация или предел допуска).[5] Исходные значения температуры нормализованы в процентах по отношению как к среднему значению процесса, так и к пределам окна. Центр окна процесса определяется как ноль, а крайние края окна процесса составляют ± 99%.[5] PWI больше или равно 100% означает, что профиль не обрабатывает продукт в соответствии со спецификацией. PWI 99% указывает на то, что профиль работает на краю окна процесса.[5] Например, если среднее значение процесса установлено на 200 ° C, а окно процесса откалибровано на 180 ° C и 220 ° C соответственно; тогда измеренное значение 188 ° C переводится в индекс окна процесса -60%. Более низкое значение PWI указывает на более надежный профиль.[4][5] Для максимальной эффективности вычисляются отдельные значения PWI для процессов пика, наклона, оплавления и выдержки теплового профиля.
Избежать тепловой удар что влияет на добычу, определяется и выравнивается самый крутой уклон теплового профиля. Производители используют специально разработанное программное обеспечение для точного определения и уменьшения крутизны уклона. Кроме того, программное обеспечение также автоматически повторно калибрует значения PWI для процессов пика, наклона, оплавления и выдержки. Устанавливая значения PWI, инженеры могут гарантировать, что пайка оплавлением не будет перегреваться или охлаждаться слишком быстро.[4]
Формула

Индекс окна процесса рассчитывается как худший случай (т.е. наибольшее число) в наборе данных теплового профиля. Для каждой статистики профиля вычисляется процентное отношение соответствующего окна процесса, и наихудший случай (т.е. самый высокий процент) - это PWI.
Например, тепловой профиль с тремя термопары с четырьмя статистическими данными профиля, зарегистрированными для каждой термопары, будет иметь набор из двенадцати статистических данных для этого теплового профиля. В этом случае PWI будет наивысшим значением среди двенадцати процентов соответствующих окон процесса.
Формула для расчета PWI:[6]
![text {PWI} = 100 times max_ {i = 1 dots N atop j = 1 dots M}
left { left |
frac { text {измеренное значение} _ {[i, j]} - text {средние пределы} _ {[i, j]}} { text {range} _ {[i, j]} / 2}
право | право }](https://wikimedia.org/api/rest_v1/media/math/render/svg/b52d18af2bdb9154fa92b6dca5617e14f70a6b11)
где:[6]
- я = От 1 до N (количество термопар)
- j = От 1 до M (количество статистических данных на термопару)
- измеренное значение [я, j] = [я, j]th измеренное значение статистики
- средние пределы [я, j] = среднее значение верхнего и нижнего (указанных) пределов [я, j ']th статистика
- ассортимент [я, j] = верхний предел минус нижний предел [я, j]th статистика
Смотрите также
Заметки
- ^ "Что такое возможности процесса?". Справочник по технической статистике NIST / Sematech. Национальный институт стандартов и технологий. Получено 2008-06-22. Внешняя ссылка в
| работа =(Помогите) - ^ а б c d е ж Годфри, А. Б. (1 сентября 2000 г.). Справочник качества Джурана (5-е изд.). Макгроу-Хилл. ISBN 9780070340039.
- ^ а б c Холл, Джим; Зарроу, Фил (февраль 2002 г.). PWI: простая оптимизация процессов (PDF). Журнал сборки схем. Архивировано из оригинал (PDF) на 2011-07-13. Получено 2008-12-10.
- ^ а б c Хьюстон, Пол Н; Брайан Дж. Луи; Дэниел Ф. Болдуин; Филип Казмерович. «Избавление от боли при бессвинцовой пайке» (PDF). Бессвинцовый журнал. п. 3. Получено 2008-12-10.
- ^ а б c d «Метод количественной оценки характеристик теплового профиля». KIC Thermal. Архивировано из оригинал на 30.09.2010. Получено 2010-09-30.
- ^ а б Казмерович, Фил (2003). "Контроль процесса". SMT Magazine. Получено 2008-12-10.