Цементация - Case-hardening
Цементирование или же поверхностное упрочнение это процесс закалка поверхность металлического предмета, позволяя металлу глубже оставаться мягким, образуя тонкий слой Сильнее металл (так называемый «корпус») на поверхности. Для чугуна или стали с низким углерод контент, который имеет плохое или нулевое закаливаемость сам по себе процесс цементации включает в себя добавление углерода или азот в поверхностный слой. Цементационная закалка обычно проводится после того, как детали придана окончательная форма, но ее также можно проводить для увеличения содержания упрочняющих элементов в бары для использования в узорная сварка или аналогичный процесс. Период, термин закалка лица также используется для описания этой техники при обсуждении современных броня.
Упрочнение желательно для металлических компонентов, которые подвергаются скользящему контакту с твердыми или абразивными материалами, поскольку закаленный металл более устойчив к поверхностному износу. Однако, поскольку закаленный металл обычно более хрупкий чем более мягкий металл, сквозная закалка (то есть равномерная закалка металла по всей детали) не всегда является подходящим выбором. В таких обстоятельствах цементирование может привести к образованию компонента, который не будет разрушаться (из-за мягкого сердечника, который может поглощать напряжения без растрескивания), но также обеспечивает адекватное износостойкость на затвердевшей поверхности.
История
Рано утюг плавка с использованием цветение который произвел два слоя металла: один с очень низким содержанием углерода, который превращается в кованое железо и один с высоким углеродным внешним слоем. Поскольку высокоуглеродистое железо горячий короткий, то есть ломается и крошится при кованый, это было бесполезно без дополнительной плавки. В результате он в основном не использовался на Западе до популяризации нарядная кузница.[1] Кованое железо, почти не содержащее углерода, было очень податливый и пластичный но не очень сложно.
Цементная закалка включает в себя упаковку низкоуглеродистого железа в вещество с высоким содержанием углерода, а затем нагрев этой упаковки для стимулирования миграции углерода на поверхность железа. Это образует тонкий поверхностный слой из более углеродистой стали, при этом содержание углерода постепенно снижается от поверхности. Полученный продукт сочетает в себе большую часть прочности сердечника из низкоуглеродистой стали с твердостью и износостойкостью внешней высокоуглеродистой стали.
Традиционный метод нанесения углерода на поверхность железа заключался в упаковке железа в смесь измельченных кость и уголь или комбинация натуральная кожа, копыта, соль и моча, все внутри хорошо запечатанной коробки. Затем этот науглероживающий пакет нагревают до высокой температуры, но все еще ниже точки плавления железа, и оставляют при этой температуре на некоторое время. Чем дольше упаковка выдерживается при высокой температуре, тем глубже углерод проникает в поверхность. Для разных целей желательна разная глубина закалки: острые инструменты нуждаются в глубокой закалке, чтобы позволить шлифование и переточку без обнажения мягкого сердечника, в то время как детали машин, такие как шестерни, могут нуждаться только в неглубокой закалке для повышения износостойкости.
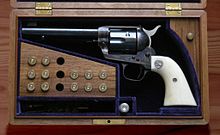
Получающаяся в результате цементированная деталь может демонстрировать отчетливое изменение цвета поверхности, если углеродный материал представляет собой смешанные органические вещества, как описано выше. Сталь значительно темнеет и показывает пятнистый узор черного, синего и фиолетового цветов, вызванный различными соединениями, образованными из примесей в кости и древесном угле. Эта оксидная поверхность работает аналогично воронение, обеспечивая некоторую степень коррозионной стойкости, а также привлекательный внешний вид. Раскраска корпуса относится к этому рисунку и обычно встречается как декоративная отделка на огнестрельное оружие.
Цементированная сталь сочетает в себе чрезвычайную твердость и чрезвычайную вязкость, что не может быть легко сопоставимо с однородными сплавами, поскольку одна твердая сталь имеет тенденцию быть хрупкой.
Химия
Сам по себе углерод твердый при температуре цементирования и поэтому неподвижен. Транспорт к поверхности стали был газообразным. монооксид углерода, возникающие в результате разрушения науглероживающей смеси и кислорода, упакованного в герметичный контейнер. Это происходит с чистым углеродом, но слишком медленно, чтобы с ним можно было работать. Хотя для этого процесса требуется кислород, он повторно циркулирует в цикле CO, поэтому его можно проводить внутри герметичного контейнера. Уплотнение необходимо для предотвращения утечки CO или его окисления до CO.2 избытком наружного воздуха.
Добавление легко разлагающегося карбонатного «активизатора», такого как карбонат бария распадается на BaO + CO2 и это вызывает реакцию
- C (от донора) + CO2 <—> 2 CO
увеличение общего содержания CO и активности науглероживающего соединения.[2]Это всем известный факт заблуждение, что цементирование было сделано с помощью кости, но это заблуждение. Хотя использовалась кость, основным донором углерода были копыто и рог. Кость содержит некоторое количество карбонатов, но в основном это фосфат кальция (как гидроксилапатит ). Это не оказывает положительного воздействия на производство CO, а также может фосфор в качестве примеси в стальном сплаве.
Современное использование
И углерод, и легированные стали подходят для цементации; обычно используются мягкие стали с низким углерод содержание, как правило, менее 0,3% (см. Обычная углеродистая сталь для дополнительной информации). Эти мягкие стали обычно не поддаются закалке из-за низкого количества углерода, поэтому поверхность стали химически изменена для повышения прокаливаемости. Цементационная сталь образуется диффузией углерода (науглероживание ), азот (азотирование ) и / или бор (раздражающий ) во внешний слой стали при высокой температуре, а затем термическую обработку поверхностного слоя до желаемой твердости.
Период, термин цементирование вытекает из практических аспектов самого процесса науглероживания, который по сути совпадает с древним процессом. Стальная заготовка помещается в корпус, плотно набитый цементирующей пастой на основе углерода. Все вместе это известно как науглероживающий пакет. Пакет помещается в горячую печь на различное время. Время и температура определяют, насколько глубоко в поверхности распространяется отверждение. Однако глубина упрочнения в конечном итоге ограничена неспособностью углерода проникать глубоко в твердую сталь, и типичная глубина поверхностного упрочнения при использовании этого метода составляет до 1,5 мм. В современной науглероживании также используются другие методы, например нагревание в богатой углеродом атмосфере. Мелкие изделия могут подвергаться цементации путем многократного нагрева горелкой и закалки в среде, богатой углеродом, например, коммерческие продукты. Касенит / Казенит или «Вишнево-красный». Более старые составы этих соединений содержат потенциально токсичные цианид соединений, в то время как более свежие типы, такие как Cherry Red, не имеют.[3][4]
Процессы
Пламенная или индукционная закалка

Пламя или индукционная закалка это процессы, при которых поверхность стали очень быстро нагревается до высоких температур (путем прямого применения кислородно-газовый пламя, или индукционный нагрев ) затем быстро охлаждали, обычно используя воду; это создает "случай" мартенсит на поверхности. Для этого типа упрочнения необходимо содержание углерода 0,3–0,6 мас.%.
Типичное применение - это дужка замка, где внешний слой закален, чтобы быть стойким к напильнику, и механические зубчатые колеса, где твердые поверхности зацепления зубчатых колес необходимы для поддержания длительного срока службы, в то время как прочность требуется для сохранения прочности и устойчивости к катастрофическим отказам .Пламенная закалка заключается в прямом попадании пламени кислородно-газового пламени на определенную площадь поверхности. Результат процесса закалки контролируется четырьмя факторами:
- Конструкция пламенной головки
- Продолжительность нагрева
- Целевая температура должна быть достигнута
- Состав обрабатываемого металла
Науглероживание
Науглероживание - это процесс, используемый для цементации стали с содержанием углерода от 0,1 до 0,3 мас.% C. В этом процессе сталь вводится в среду, богатую углеродом, при повышенных температурах в течение определенного времени, а затем закаливается, чтобы углерод заперта в конструкции; одна из более простых процедур - многократно нагреть деталь с помощью ацетиленовой горелки с богатым горючим пламенем и погасить ее в богатой углеродом жидкости, такой как масло.
Науглероживание - это процесс, управляемый диффузией, поэтому чем дольше сталь находится в богатой углеродом среде, тем больше будет проникновение углерода и выше содержание углерода. Науглероженная часть будет иметь достаточно высокое содержание углерода, чтобы ее можно было снова закалить пламенем или индукционной закалкой.
Возможно науглероживание только части детали, либо путем защиты остальной части с помощью такого процесса, как меднение, либо путем нанесения науглероживающей среды только на часть детали.
Углерод может поступать из твердого, жидкого или газообразного источника; если он исходит из надежного источника, процесс называется упаковка науглероживания. Упаковка деталей из низкоуглеродистой стали углеродистым материалом и нагрев в течение некоторого времени приводит к диффузии углерода во внешние слои. При нагревании в несколько часов может образоваться высокоуглеродистый слой толщиной около одного миллиметра.
Жидкая науглероживание включает помещение деталей в ванну из расплавленного углеродсодержащего материала, часто цианида металла; Науглероживание газом включает помещение деталей в печь, внутри которой содержится много метана.
Азотирование
Азотирование нагревает стальную деталь до 482–621 ° C (900–1150 ° F) в атмосфере газообразного аммиака и диссоциированного аммиака. Время, которое деталь проводит в этой среде, определяет глубину корпуса. Твердость достигается за счет образования нитридов. Для работы этого метода должны присутствовать элементы, образующие нитриды; эти элементы включают хром, молибден, и алюминий. Преимущество этого процесса заключается в том, что он вызывает небольшую деформацию, поэтому деталь может быть закалена после закалки, отпуска и механической обработки. Закалка не производится после азотирования.
Цианирование
Цианирование - это быстрый и эффективный процесс упрочнения; в основном используется для обработки низкоуглеродистых сталей. Деталь нагревают до 871–954 ° C (1600–1750 ° F) в ванне с цианид натрия и затем охлаждают и промывают водой или маслом для удаления остатков цианида.
- 2NaCN + O2 → 2NaCNO
- 2NaCNO + O2 → Na2CO3 + CO + N2
- 2CO → CO2 + C
Этот процесс дает тонкую твердую оболочку (от 0,25 до 0,75 мм, 0,01 и 0,03 дюйма), которая тверже, чем оболочка, полученная путем науглероживания, и может быть завершена за 20-30 минут по сравнению с несколькими часами, поэтому детали имеют меньше возможностей для искажаются. Обычно он используется для небольших деталей, таких как болты, гайки, винты и маленькие шестерни. Главный недостаток цианирования состоит в том, что соли цианида ядовиты.
Карбонитрирование
Карбонитрирование похоже на цианирование, за исключением того, что вместо цианида натрия используется газовая атмосфера, состоящая из аммиака и углеводородов. Если деталь должна быть закалена, ее нагревают до 775–885 ° C (1427–1625 ° F); в противном случае деталь нагревается до 649–788 ° C (1 200–1 450 ° F).
Ферритная нитроцементация
Ферритная нитроцементация обеспечивает диффузию в основном азота и некоторого количества углерода в корпус детали при температуре ниже критической, примерно 650 ° C (1202 ° F). При критической температуре микроструктура заготовки не трансформируется в аустенитный фазе, но остается в ферритный фаза, поэтому ее называют ферритный нитроцементация.
Приложения
Детали, которые подвергаются высокому давлению и резким ударам, по-прежнему обычно закалены. Примеры включают боеголовки и винтовочный затвор лица или двигатель распредвалы. В этих случаях поверхности, требующие твердости, могут быть выборочно упрочнены, оставляя большую часть детали в ее первоначальном твердом состоянии.
В прошлом огнестрельное оружие было обычным предметом с закалкой, так как оно требовало точной обработки, лучше всего для низкоуглеродистых сплавов, но требовало твердости и износостойкости, как у сплава с более высоким содержанием углерода. Многие современные копии старого огнестрельного оружия, особенно одиночное действие револьверы, все еще производятся с закаленными рамками или с окраска корпуса, который имитирует пятнистый узор, оставленный традиционной закалкой древесным углем и костями.
Другое распространенное применение цементации - винты, особенно саморезы. Чтобы винты могли просверливать, резать и врезаться в другие материалы, такие как сталь, острие сверла и формирующая резьба должны быть тверже, чем материалы, в которых они просверливаются. Однако, если весь винт будет равномерно твердым, он станет очень хрупким и легко сломается. Это преодолевается за счет того, что упрочняется только поверхность, а сердцевина остается относительно более мягкой и, следовательно, менее хрупкой. Для винтов и крепежных деталей цементирование достигается простой термообработкой, состоящей из нагрева и последующей закалки.
Для предотвращения кражи замковые дужки и цепи часто закалены для защиты от порезов, в то время как внутри они остаются менее хрупкими, чтобы противостоять ударам. Поскольку цементированные детали трудно поддаются механической обработке, перед закалкой им обычно придают форму.
Смотрите также
- Дифференциальная закалка
- Диффузионное упрочнение
- Закалка лак закалка
- Дробеструйная обработка
- Поверхностная инженерия
- Фон Стахель унд Айзен
Рекомендации
- ^ Эйрес, Роберт (1989). «Технологические преобразования и длинные волны» (PDF): 12. Архивировано из оригинал (PDF) на 2012-07-07. Получено 2017-04-10. Цитировать журнал требует
| журнал =(помощь) - ^ Хиггинс, Раймонд А. (1983). Часть I: Прикладная физическая металлургия. Инженерная металлургия (5-е изд.). Ходдер и Стоутон. п. 474. ISBN 0-340-28524-9.
- ^ Рой Ф. Данлэп (1963). Оружейное дело. Книги Stackpole. ISBN 0-8117-0770-9.
- ^ Закалка в домашнем гараже Hemmings Sports & Exotic Car - 1 марта 2006 г. - Крэйг Фитцджеральд.
внешняя ссылка
- Упрочнение корпуса
- Поверхностное упрочнение сталей
- Упрочнение стали и металла
- «MIL-S-6090A, Военные спецификации: процесс для сталей, используемых для науглероживания и азотирования в самолетах». Министерство обороны США. 7 июня 1971 г. Архивировано из оригинал (PDF) 29 августа 2019 г.. Получено 20 июн 2012.
| Производство железа (Металлургический завод ) |
|  | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Сталеплавильное производство (Металлургический комбинат ) |
| ||||||||
| Термическая обработка методы |
| ||||||||
| Производство по странам | |||||||||