Селективное лазерное спекание - Selective laser sintering

Эта статья отсутствует информация о терминологии: SLM, DMLS, DMP, EBM, SHS. (Ноябрь 2020) |
Селективное лазерное спекание (SLS) является производство добавок (AM) техника, использующая лазер как источник энергии для спекать порошкообразный материал (обычно нейлон или же полиамид ), наводя лазер автоматически в точках пространства, определяемых 3D модель, связывая материал вместе, чтобы создать прочную структуру. Это похоже на селективное лазерное плавление; это два экземпляра одной и той же концепции, но отличаются техническими деталями. SLS (как и другие упомянутые методы AM) - относительно новая технология, которая до сих пор в основном использовалась для быстрое прототипирование и для мелкосерийное производство комплектующих. Производственные роли расширяются по мере того, как коммерциализация технологии AM улучшается.
История
Селективное лазерное спекание (SLS) было разработано и запатентовано Dr. Карл Декард и научный руководитель, д-р. Джо Бимэн на Техасский университет в Остине в середине 1980-х при спонсорстве DARPA.[1] Декард и Биман были вовлечены в создание новой компании DTM, созданной для проектирования и производства машин SLS. В 2001 году компания 3D Systems, крупнейший конкурент технологий DTM и SLS, приобрела DTM.[2] Последний патент на технологию SLS компании Deckard был выдан 28 января 1997 г., срок его действия истек 28 января 2014 г.[3]
Аналогичный процесс был запатентован, но не получил коммерческого применения, Р. Ф. Хаусхолдером в 1979 году.[4]
Поскольку SLS требует использования высокомощных лазеров, его использование в домашних условиях зачастую слишком дорого, не говоря уже о том, что возможно слишком опасно. Стоимость и потенциальная опасность SLS-печати означает, что внутренний рынок SLS-печати не так велик, как рынок других технологий аддитивного производства, таких как Fused Deposition Modeling (FDM).
Технологии
Технология слоев аддитивного производства SLS предполагает использование высокой мощности лазер (например, углекислый лазер ) для сплавления мелких частиц пластик, металл, керамика, или же стекло порошки в массу, которая имеет желаемую трехмерную форму. Лазер избирательно плавит порошковый материал путем сканирования поперечных сечений, созданных на основе трехмерного цифрового описания детали (например, из CAD файл или данные сканирования) на поверхности порошкового слоя. После сканирования каждого поперечного сечения слой порошка опускается на один слой, поверх наносится новый слой материала, и процесс повторяется до тех пор, пока деталь не будет завершена.[5] SLS / SLM производит трехмерные детали за счет использования лазерной энергии для порошковых слоев с помощью трехмерного CAD-изображения расчета детали, на основе которого определяется двухмерный набор слоев. Затем каждый слой создается путем проверки лазерного пятна на необходимой зоне поперечного сечения и использования лазера для растворения, спекания и связывания частиц вместе в тонкой пластине.[6]
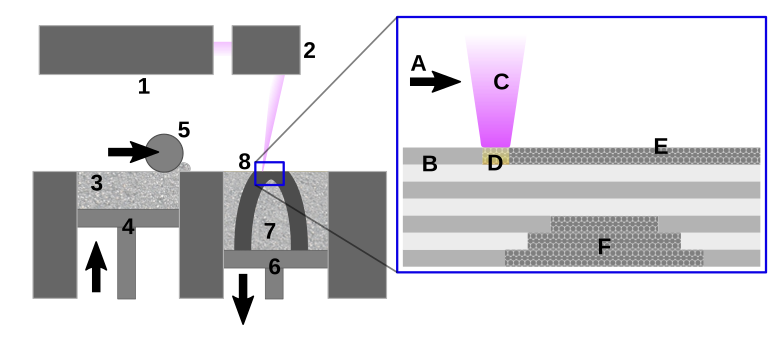
1 Лазер 2 Система сканера 3 Система подачи порошка 4 Поршень подачи порошка 5 Роликовый 6 Поршень изготовления 7 Порошковая кровать для изготовления 8 Изготовляемый объект (см. Вставку) А Направление лазерного сканирования B Частицы спеченного порошка (коричневое состояние) C Лазерный луч D Лазерное спекание E Предварительно размещенная пороховая кровать (зеленое состояние) F Незапеченный материал в предыдущих слоях
Поскольку плотность готовой детали зависит от пиковой мощности лазера, а не от продолжительности лазера, машина SLS обычно использует импульсный лазер. Установка SLS предварительно нагревает сыпучий порошковый материал в порошковом слое несколько ниже его точки плавления, чтобы лазеру было легче поднять температуру выбранных областей до точки плавления.[7]
В отличие от некоторых других процессов аддитивного производства, таких как стереолитография (SLA) и моделирование наплавленного осаждения (FDM), которые наиболее часто требуют специальных опорных конструкций для изготовления нависающих конструкций, SLS не требует отдельной подачи для поддержки материала, поскольку часть строится в окружении неспеченного порошка во все времена, это позволяет для строительства ранее невозможных геометрии. Кроме того, поскольку камера машины всегда заполнена порошковым материалом, изготовление нескольких деталей оказывает гораздо меньшее влияние на общую сложность и стоимость конструкции, потому что благодаря технологии, известной какГнездование 'несколько частей могут быть расположены так, чтобы соответствовать границам машины. Однако один аспект конструкции, который следует учитывать, заключается в том, что с помощью SLS «невозможно» изготовить полый, но полностью закрытый элемент. Это связано с тем, что неспеченный порошок внутри элемента нельзя было слить.
Поскольку срок действия патентов начал истекать, стали возможны доступные домашние принтеры, но процесс нагрева по-прежнему является препятствием, поскольку потребляемая мощность достигает 5 кВт, а температуру необходимо контролировать в пределах 2 ° C для трех этапов предварительного нагрева и плавления. и хранение перед удалением. [1]
Материалы
Качество печатных структур зависит от различных факторов, включая свойства порошка, такие как размер и форма частиц, плотность, шероховатость и пористость.[8] Кроме того, распределение частиц и их термические свойства сильно влияют на сыпучесть порошка.[9]
Коммерчески доступные материалы, используемые в SLS, поставляются в форме порошка и включают, помимо прочего, полимеры, такие как полиамиды (PA), полистиролы (PS), термопластичные эластомеры (TPE) и полиарилэфиркетоны (ПАЭК).[10] Полиамиды являются наиболее часто используемыми материалами SLS из-за их идеальных характеристик спекания в качестве полукристаллический термопласт, в результате чего получаются детали с желаемыми механическими свойствами.[11] Поликарбонат (ПК) представляет большой интерес для SLS из-за его высокой ударной вязкости, термостойкости и огнестойкости; однако такие аморфный полимеры, обработанные SLS, как правило, приводят к получению деталей с ухудшенными механическими свойствами, точностью размеров и, таким образом, ограничиваются применениями, где они не имеют большого значения.[11] Металлические материалы обычно не используются в SLS с момента разработки селективное лазерное плавление.
Производство порошков
Частицы порошка обычно производятся криогенное измельчение в шаровая мельница при температурах значительно ниже температура стеклования материала, что может быть достигнуто путем запуска процесса измельчения с добавлением криогенных материалов, таких как сухой лед (сухое измельчение) или смеси жидкий азот и органические растворители (мокрое шлифование).[12] В результате процесса могут быть получены частицы сферической или неправильной формы размером всего пять. микроны в диаметре.[12] Гранулометрический состав порошка обычно гауссовский и варьируются от 15 до 100 микрон в диаметре, хотя это может быть изменено для соответствия разной толщине слоя в процессе SLS.[13] Химическая связующее покрытия могут наноситься на порошковые поверхности после обработки;[14] эти покрытия помогают в процессе спекания и особенно полезны для формирования деталей из композиционных материалов, таких как глинозем частицы, покрытые термореактивный эпоксидная смола смола.[13]
Механизмы спекания
Спекание в SLS в основном происходит в жидком состоянии, когда частицы порошка образуют слой микроплавления на поверхности, что приводит к снижению вязкости и образованию вогнутой радиальной перемычки между частицами, известной как сужение,[14] из-за реакции материала на снижение его поверхностной энергии. В случае порошков с покрытием цель лазера - расплавить поверхностное покрытие, которое будет действовать как связующее. Твердотельное спекание также является важным фактором, хотя и в гораздо меньшей степени, и происходит при температурах ниже температуры плавления материала. Основной движущей силой этого процесса снова является реакция материала на снижение его состояния свободной энергии, что приводит к распространение молекул через частицы.
Приложения
Технология SLS широко используется во многих отраслях промышленности по всему миру из-за ее способности легко создавать сложные геометрические формы с минимальными производственными усилиями или без них. Его наиболее распространенное применение находится в прототип части в начале цикл проектирования например, для литье по выплавляемым моделям шаблоны, автомобильное оборудование и аэродинамическая труба модели. SLS также все чаще используется в ограниченное производство для производства деталей конечного использования для аэрокосмической, военной, медицинской и электронной техники. В производственном цехе SLS можно использовать для быстрого изготовления оснастки, приспособления, и приспособления.[15] Поскольку этот процесс требует использования лазера и другого дорогостоящего и громоздкого оборудования, он не подходит для личного или домашнего использования; тем не менее, он нашел применение в искусстве [ссылка художника EOS с изображениями].
Преимущества
- Слой из спеченного порошка полностью самонесущий, что позволяет:
- большие углы нависания (от 0 до 45 градусов от горизонтальной плоскости)
- сложные геометрические формы, глубоко встроенные в детали, такие как конформные каналы охлаждения
- серийное производство нескольких деталей, производимых в трехмерных массивах, этот процесс называется раскрой
- Детали обладают высокой прочностью и жесткостью
- Хорошая химическая стойкость
- Различные возможности отделки (например, металлизация, эмалирование печи, вибрационное шлифование, окраска ванны, склеивание, порошок, покрытие, флокирование)
- Биосовместимость согласно EN ISO 10993-1[16] и USP / уровень VI / 121 ° C
- Сложные детали с внутренними компонентами могут быть построены без захвата материала внутри и изменения поверхности после удаления опоры.
- Самый быстрый процесс аддитивного производства для печати функциональных, долговечных, прототипов или деталей конечного пользователя
- Широкий выбор материалов с характеристиками прочности, долговечности и функциональности.
- Благодаря надежным механическим свойствам детали часто могут заменять типичные пластмассы для литья под давлением.
Недостатки
- детали имеют пористую поверхность; они могут быть запечатаны несколькими различными методами последующей обработки, такими как цианоакрилатные покрытия,[17] или по горячее изостатическое прессование.
Смотрите также
- 3D печать
- Настольное производство
- Цифровой производитель
- Прямое цифровое производство
- Fab lab
- Моделирование наплавленного осаждения (FDM)
- Мгновенное изготовление, также известный как прямое производство или же производство по запросу
- Быстрое производство
- Быстрое прототипирование
- RepRap Project
- Изготовление твердых материалов произвольной формы
- Стереолитография (SLA)
- Универсальный конструктор фон Неймана
Рекомендации
- ^ Декард К., "Способ и устройство для изготовления деталей путем селективного спекания", Патент США 4863538 , подана 17 октября 1986 г., опубликована 5 сентября 1989 г.
- ^ Лу, Алекс и Гросвенф, Кэрол "Селективное лазерное спекание, зарождение отрасли ", Техасский университет, 7 декабря, 2012. Проверено 22 марта, 2013.
- ^ US5597589
- ^ Хаусхолдер Р., "Процесс формования", Патент США 4247508 , поданная 3 декабря 1979 г., опубликованная 27 января 1981 г.
- ^ «Руководство по проектированию: селективное лазерное спекание (SLS)» (PDF). Xometry.
- ^ Джонсон, Мейсон (октябрь 2020 г.). «Обзор селективного лазерного спекания» (PDF). Объединенный международный журнал исследований и технологий. 1 (12): 19–21. eISSN 2582-6832.
- ^ Прасад К. Д. В. Ярлагадда; С. Нараянан (февраль 2005 г.). GCMM 2004: 1-я Международная конференция по производству и менеджменту. Alpha Science Int'l. С. 73–. ISBN 978-81-7319-677-5. Получено 18 июн 2011.
- ^ Leturia, M .; Benali, M .; Lagarde, S .; Ronga, I .; Салех, К. (01.02.2014). «Характеристика текучести когезионных порошков: сравнительное исследование традиционных и новых методов испытаний». Порошковая технология. 253: 406–423. Дои:10.1016 / j.powtec.2013.11.045. ISSN 0032-5910.
- ^ Leu, Ming C .; Паттнаик, Шашваташиш; Хилмас, Грегори Э. (март 2012 г.). «Исследование процесса лазерного спекания для изготовления деталей из диборида циркония произвольной формы». Виртуальное и физическое прототипирование. 7 (1): 25–36. Дои:10.1080/17452759.2012.666119. ISSN 1745-2759. S2CID 137566316.
- ^ «Высококачественные пластмассовые материалы для аддитивного производства». www.eos.info. Получено 2019-02-19.
- ^ а б Клоос, Стефани; Dechet, Maximilian A .; Пойкерт, Вольфганг; Шмидт, Йохен (июль 2018 г.). «Производство сферических полукристаллических микрочастиц поликарбоната для аддитивного производства путем разделения фаз жидкость-жидкость». Порошковая технология. 335: 275–284. Дои:10.1016 / j.powtec.2018.05.005. ISSN 0032-5910.
- ^ а б Шмидт, Йохен; Плата, Мигель; Трегер, Сулай; Пойкерт, Вольфганг (сентябрь 2012 г.). «Производство полимерных частиц размером менее 5 мкм мокрым измельчением». Порошковая технология. 228: 84–90. Дои:10.1016 / j.powtec.2012.04.064. ISSN 0032-5910.
- ^ а б Ян, Цюпин; Ли, Хуэйчжи; Чжай, Юбо; Ли, Сяофэн; Чжан, Пэйчжи (13.08.2018). «Синтез покрытых эпоксидной смолой композитов Al2O3 для селективного лазерного спекания 3D-печати». Журнал быстрого прототипирования. 24 (6): 1059–1066. Дои:10.1108 / rpj-09-2017-0189. ISSN 1355-2546.
- ^ а б Kruth, J-P .; Mercelis, P .; Van Vaerenbergh, J .; Froyen, L .; Ромбоутс, М. (февраль 2005 г.). «Механизмы связывания в селективном лазерном спекании и селективном лазерном плавлении». Журнал быстрого прототипирования. 11 (1): 26–36. Дои:10.1108/13552540510573365. ISSN 1355-2546.
- ^ «Обзор приложений для селективного лазерного спекания | Краткие руководства». www.3dsystems.com. Получено 2019-02-25.
- ^ Биологическая оценка медицинских изделий - Часть 1: Оценка и тестирование в процессе управления рисками (ISO 10993-1: 2009). Международная организация по стандартизации (ISO). 2009 г. OCLC 839985896.
- ^ https://www.anubis3d.com/technology/selective-laser-sintering/
внешняя ссылка
- DMLS - ИСТОРИЯ РАЗВИТИЯ И СОСТОЯНИЕ ТЕХНИКИ
- Селективное лазерное спекание, зарождение отрасли
- Лазерное спекание, плавление и другие - SLS, SLM, DMLS, DMP, EBM, SHS