Гофрированный картон - Corrugated fiberboard

Гофрированный ДВП материал, состоящий из рифленый гофрированный лист и один или два плоских лайнерборда.[1] Изготавливается на «машинах для ламинирования канавок» или «гофроагрегатах» и используется для изготовления картонных коробок. Гофрированный средний лист и лайнер (и) изготовлены из крафт-бумаги. тарный картон, а картон материал обычно толщиной более 0,01 дюйма (0,25 мм). Гофрированный картон иногда называют гофрированный картон, несмотря на то что картон может быть любой плотный картон на основе целлюлозы.
История
Гофрированная (также называемая гофрированной) бумага была запатентованный в Англии в 1856 году и использовался в качестве подкладки для высоких шляпы, но гофрированный картон не был запатентован и использовался в качестве материала для перевозки до 20 декабря 1871 года. Патент был выдан Альберт Джонс из Нью-Йорк для одностороннего (одностороннего) профнастила.[2] Джонс использовал гофрированный картон для упаковки бутылок и стеклянных дымоходов. Первая машина для производства гофрированного картона в больших количествах была построена в 1874 г. Дж. Смитом, и в том же году Оливер Лонг усовершенствовал конструкцию Джонса, изобретя гофрированный картон с облицовочными листами с обеих сторон,[3] тем самым изобрели гофрированный картон, который стал известен в наше время.
Шотландского происхождения Роберт Гейр изобрел предварительно нарезанный картон ящик 1890 г. - плоские части, изготовленные оптом, складывающиеся в ящики. Изобретение Гэра появилось в результате несчастного случая. Он был бруклинским принтером и изготовителем бумажных пакетов в 1870-х годах. Пока он печатал пакеты с семенами, металлическая линейка, используемая для складывания пакетов, меняла положение и разрезала их. Гейр обнаружил, что, разрезая и сгибая за одну операцию, он может изготавливать сборные картонные коробки. Применение этой идеи к гофрированному картону было несложным делом, когда этот материал стал доступен в начале 20 века.[4]
Гофроящик впервые использовался для упаковки стеклянной и керамической посуды. В середине 1950-х годов этот случай позволил доставлять фрукты и продукты с фермы к розничному продавцу без повреждений, повышая отдачу для производителей и открывая экспортные рынки.
Характеристики
Эта секция нуждается в расширении. Вы можете помочь добавляя к этому. (Февраль 2015 г.) |
Для гофрированного картона можно измерить несколько свойств и характеристик. Некоторые из них включают:
- Содержание влаги Он колеблется в пределах 6,5-9,5%. Если влажность ниже определенного предела, это вызовет растрескивание гофрированного картона, а если она выше, то снизится прочность картона на сжатие.
- Испытание на раздавливание кромок Он измеряет силу на единицу ширины и прогнозирует прочность коробки на сжатие. Он указывается в кН / м или фунт / дюйм.
- Взрывная сила Давление, необходимое для разрыва гофрированного листа. Он указывается в кПа или фунтах / дюйм2.
- Коробка Прочность на сжатие Это прямое измерение производительности гофроящиков. Сообщается в кгс или Н.
- Тест на плоское раздавливание Он измеряет жесткость канавок и показывает в КПа.
- Сопротивление изгибу
- Ударопрочность
- Амортизация, амортизация[5]
- Сопротивление разрыву
- Граммаж вес квадратного метра любого материала называется граммажем. Сообщается в г / м2.
Гофрированный картон - это анизотропный; многие из его свойств сильно ориентированы. Например, характеристики кромки, жесткости на изгиб, растяжения и поверхности различаются в зависимости от ориентации канавок и машинного направления производства.
Производство
Гофрированный картон производится на больших высокоточных станках, называемых гофроагрегатами, обычно со скоростью около 500 футов в минуту (150 м / мин) или более. Эти машины со временем стали очень сложными, чтобы избежать некоторых общих проблем при производстве гофрированного картона, таких как деформация и стирка.
Ключевым сырьем для гофрирования является бумага, разные сорта для каждого слоя, составляющего гофрокороб. Из-за соображений цепочки поставок и масштаба бумага производится на отдельных заводах, называемых бумажная фабрика. На большинстве заводов по производству гофрированного картона ведется учет бумажных рулонов.
В классическом гофроагрегате бумага размягчается паром под высоким давлением. После формования плита сушится в так называемом сухом конце. Здесь только что сформированный гофрированный картон нагревается снизу горячими плитами. Сверху система нагрузок на ленту оказывает различное давление.
Гофрированный материал часто составляет 0,026 фунта на квадратный фут (0,13 кг / м2) базовый вес в США; В Великобритании распространена бумага для гофрирования плотностью 90 г на квадратный метр (0,018 фунта / кв. фут). На однослойной машине он нагревается, увлажняется и формируется в рифленый узор на зубчатых колесах. Он присоединяется к плоской подкладке с помощью крахмал клей на основе для формирования одинарной лицевой панели. На двойной подкладке второй плоский подкладочный картон приклеивается к другой стороне рифленой среды, образуя одностенный гофрированный картон. Лайнерборды - это тестовые лайнеры (переработанная бумага) или крафт-картон (различных марок). Подкладка может быть беленой, белой в крапинки, цветной или предварительно отпечатанной.
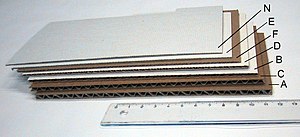
Обычные размеры канавок - «A», «B», «C», «E» и «F» или микрофлейта. Буквенное обозначение относится к порядку изобретения флейт, а не к относительным размерам. Размер канавки относится к числу канавок на погонный фут, хотя фактические размеры канавок для различных производителей гофроагрегатов могут незначительно отличаться. Измерение количества канавок на погонный фут - более надежный метод определения размера канавок, чем измерение толщины доски, которая может варьироваться в зависимости от условий производства. Самый распространенный размер канавки в гофрокоробах - это канавка "C".
Стандартные гофрированные канавки США[6] Обозначение флейты Флейт на фут Толщина канавки (дюймы) Флейт на метр Толщина канавки (мм) Флейта 33 ± 3 3⁄16 108 ± 10 4.8 Флейта B 47 ± 3 1⁄8 154 ± 10 3.2 Флейта до 39 ± 3 5⁄32 128 ± 10 4.0 Флейта ми 90 ± 4 1⁄16 295 ± 13 1.6 Флейта 125 ± 4 1⁄32 420 ± 13 0.8
Гофрированный картон может быть задан по конструкции (односторонняя, одностенная, двустенная и т. Д.), Размеру канавки, прочности на разрыв, прочности кромки на раздавливание, плоскому раздавливанию, весу компонентов (фунтов на тысячу квадратных футов, граммов на квадратный метр и т. .), обработка поверхностей и покрытия и т. д. ТАППИ и ASTM методы испытаний для них стандартизированы.
Выбор гофрированного картона, размера канавок, комбинированного клея и облицовочного картона можно варьировать, чтобы создать гофрированный картон с особыми свойствами, подходящими для самых разных потенциальных применений. Гофрокартон с двойными и тройными стенками также производится для обеспечения высокой прочности при штабелировании и сопротивление проколу.
Большинство гофроагрегатов два ножа гофроагрегаты, что означает, что они могут производить бок о бок два листа различной длины. Это приводит к проблеме оптимизации, известной как проблема с режущим материалом.
Процесс изготовления коробки
Дизайн коробки

Инженеры по упаковке дизайн гофроящиков для удовлетворения конкретных потребностей отгружаемого продукта, опасностей, связанных с окружающей средой при транспортировке (удары, вибрация, сжатие, влажность и т. д.), а также маркетинговых потребностей розничных продавцов и потребителей.
Наиболее распространенный стиль коробки - это контейнер с обычными прорезями (RSC). Все створки одинаковой длины от бортика до края. Как правило, более длинные основные закрылки встречаются посередине, а второстепенные - нет. Однако с развитием электронной коммерции и более конкурентной розничной среды дизайн коробок становится более динамичным и функциональным, отклоняясь от типичных дизайнов транспортных коробок.
Стык производителя чаще всего соединяется клеем, но также может быть склеен или прошит. Коробка доставляется в плоском виде (в разобранном виде) упаковщику, который устанавливает коробку, наполняет ее и закрывает для отправки. Закрытие коробки может производиться лентой, клеем, скобами, лентой и т. Д.
Размер ящика может быть измерен как по внутренним (для соответствия продукту), так и по внешним (для погрузочно-разгрузочного оборудования или укладки на поддоны) размерам. Коробки обычно уточняют и заказывают по внутренним размерам.
Сертификат производителя коробки
Сертификат производителя коробки (также известный как «сертификат коробки» или «сертификат производителя коробки») представляет собой печать, напечатанную на внешней поверхности, обычно на дне коробки, которая включает некоторую информацию о прочности коробки. Сертификат не требуется, но если он используется, он подразумевает соблюдение правил, касающихся сертификата.[7] Важная информация включает:[8][9]
- Испытание на разрыв или испытание на раздавливание кромок
- Ограничение размера (максимальные внешние размеры готовой коробки, когда длина, ширина и глубина коробки складываются вместе)
- Предел веса брутто
Производство
Ящики можно формировать на том же заводе, что и гофроагрегат. Такие заводы известны как «интегрированные заводы». Часть надрезания и резки происходит на гофроагрегате. В качестве альтернативы листы гофрированного картона могут быть отправлены на другое производственное предприятие для изготовления коробки; их иногда называют «листовыми установками» или «конвертерами».
Гофрированный картон имеет складки или бороздки, чтобы обеспечить контролируемый изгиб картона. Чаще всего прорезаны прорези, чтобы обеспечить откидные створки на коробке. Подсчет очков и размещение также могут быть выполнены высечка. Наряду с печатью на коробке на этих заводах. Эти преобразования производятся на разных машинах, в зависимости от выполняемого преобразования: «Флексографские склеивающие машины (FFG)», «Ротационные высекальные машины (RDC)», «Слоттеры для принтеров» или «Печатные машины».
Односторонний ламинат
Ограничением обычного гофрированного материала была сложность нанесения мелкой графики в информационных и маркетинговых целях. Причины этого кроются в том факте, что готовые гофрированные листы относительно толстые и губчатые по сравнению с тонкой и несжимаемой бумагой из твердых волокон, такой как картон. Из-за этих характеристик гофрированного картона он в основном печатался с использованием флексографический процесс, который по своей природе является грубым приложением с нечеткими свойствами регистрации.
Более поздняя разработка, популярная в использовании, - это гибридный продукт, отличающийся структурными преимуществами гофрированного картона в сочетании с высокой графической печатью литография ранее ограничивалась картонными складными коробками. Это приложение, обычно называемое «односторонний ламинат», начинает свой процесс как традиционная рифленая среда, приклеенная к одинарной подкладке (односторонней), но вместо второй длинноволокнистой подкладки предварительно напечатанный лист картон, такой как SBS (твердый беленый сульфат ) приклеивается к внешней облицовке. Затем лист может быть преобразован в любую желаемую форму с помощью тех же процессов, которые используются для другого производства гофрированного картона.
Для изготовления материала SFL необходимо специальное оборудование, поэтому пользователи могут рассчитывать на дополнительную оплату за эти продукты. Однако эти затраты часто компенсируются экономией на отдельном картонном рукаве и трудозатратами, необходимыми для сборки готовой упаковки.
Переработка отходов
Старая гофрированная тара - отличный источник волокна для вторичной переработки. Их можно сжимать и упаковывать в тюки для экономичной транспортировки. Упакованные в тюки ящики помещают в гидроразбиватель, представляющий собой большую емкость с теплой водой для очистки и обработки. Затем пульпа используется для изготовления новых изделий из бумаги и волокна.
Лом или поломка мельниц и гофроагрегатов являются наиболее чистым источником для вторичной переработки. Высокие показатели вторичной переработки отходов отражают эффективность предприятий по переработке вторичного сырья для очистки и обработки поступающих материалов. Доступно несколько технологий для сортировки, просеивания, фильтрации и химической обработки переработанной бумаги.
Многие посторонние материалы легко удаляются. Шпагат, обвязка и т. Д. Удаляются с гидроразбивателя «тряпкой».[требуется дальнейшее объяснение ] Металлические ремешки и скобы можно снять или снять с помощью магнита. Кино чувствительная к давлению лента остается нетронутым: клей PSA и подложка удаляются вместе.[10]
К материалам, которые труднее удалить, относятся восковые покрытия на гофрокоробах и «липкие», мягкие резинообразные частицы, которые могут забивать бумагоделательную машину и загрязнять переработанную бумагу. Наклейки могут происходить из книжных переплетов, клеи-расплавы, самоклеящиеся клеи из бумаги этикетки, клеи для ламинирования армированных клееных лент и др.[11][12]
Теперь доступны измельчители гофрированного картона, которые преобразуют гофрированный картон после потребителя в упаковочные / прокладочные материалы с помощью специального процесса измельчения.
Стандарты ASTM
- D1974 Стандартная практика для методов закрытия, герметизации и усиления ящиков из ДВП
- D4727 Стандартные технические условия на гофрированный и цельный древесноволокнистый картон (контейнерный сорт) и фасонные части
- D5118 Стандартная практика изготовления транспортных ящиков из ДВП
- D5168 Стандартная практика изготовления и закрытия контейнеров из гофрированного картона с тройными стенками
- D5639 Стандартная практика выбора материалов из гофрированного картона и конструкции коробов на основе требований к характеристикам
- D6804 Стандартное руководство по проектированию отверстий для рук в гофрокоробах
и другие.
Смотрите также
- Коробка
- Тест на сжатие коробки
- Картонная коробка
- Составная доска
- Гофрированный пластик
- Пенопласт (пенопластовая панель)
- Объемная коробка
- Картон
- Переработка бумаги
- Упаковка и маркировка
- Вставить доску
- Афиша
- Испытание на раздавливание кромок
Рекомендации
- ^ Что такое гофрированный?, Ассоциация Fiber Box, 2019 г., получено 4 июля 2019
- ^ Патент США 122023, Альберт Л. Джонс, "Улучшение бумаги для упаковки", выпущено 1871-12-19
- ^ Патент США 150,588, Оливер Лонг, "Упаковка для бутылок, банок и т. Д.", Выпущенный 1874-05-05.
- ^ Диана Тведе и Сьюзен Э. М. Селке (2005). Картонные коробки, ящики и гофрокартон: справочник по технологии упаковки из бумаги и дерева. Публикации DEStech. С. 41–42, 55–56. ISBN 978-1-932078-42-8.
- ^ Стерн, Р. К .; Иордания, C.A. (1973). «Амортизация подушек из гофрированного картона при централизованной нагрузке» (PDF). Документ о лабораторных исследованиях лесных товаров, FPL-RP-184. Получено 12 декабря 2011. Цитировать журнал требует
| журнал =(помощь) - ^ Фостер, Г. (1997). "Ящики гофрированные". В Броды, А .; Марш, К. (ред.). Энциклопедия упаковочных технологий Wiley (2-е изд.). Нью-Йорк: Джон Вили и сыновья. ISBN 0-471-06397-5.
- ^ Брукс, Брэндон (2 февраля 2012 г.). "Тебе еще нужен сертификат производителя коробок на коробке?". Блог об упаковке по запросу. Получено 8 декабря 2013.
- ^ Томпсон, Чад (сентябрь 2000 г.). «Понимание сертификата производителя коробок». Посылка. Получено 8 декабря 2013.
- ^ Тведе, Диана; Селке, Сьюзан Э. М. (декабрь 2005 г.). Картонные коробки, ящики и гофрированный картон: Справочник по технологии упаковки из бумаги и древесины. DEStech Publications, Inc. стр. 438. ISBN 1932078428. Получено 8 декабря 2013.
- ^ Дженсен, Тимоти (апрель 1999 г.). «Упаковочные ленты: не перерабатывать». Совет по клеям и герметикам. Архивировано из оригинал 9 ноября 2007 г.. Получено 6 ноября 2007.
- ^ «Стандарты вторичной переработки клея». Институт производителей этикеток и этикеток. 2007. Архивировано с оригинал 9 ноября 2007 г.. Получено 6 ноября 2007.
- ^ «Добровольный стандарт на размалывание и переработку гофрированного картона» (PDF). Гофроупаковочный альянс. 2005. Архивировано с оригинал (PDF) 3 декабря 2007 г.. Получено 6 ноября 2007.
дальнейшее чтение
- Справочник Fiber Box, Ассоциация Fiber Box
- Конинг, Дж., Гофрированный перекресток: справочное руководство для гофрированной промышленности, ТАППИ Пресс, 1995, ISBN 0-89852-299-4
- Европейская промышленность по производству гофрированного картона
- Надлежащая производственная практика для упаковки из гофрированного и твердого картона Этот стандарт GMP позволяет производить упаковку для пищевой промышленности в соответствии с высочайшими стандартами безопасности потребителей. Все подробности на сайте Европейской федерации производителей гофрокартона (FEFCO).
- Удаление частиц и пыли при производстве и переработке гофрокартона.
- Ям, К.Л., «Энциклопедия упаковочных технологий», John Wiley & Sons, 2009 г., ISBN 978-0-470-08704-6
- Сорока, З, Основы упаковочных технологий ИоПП, 2002 г., ISBN 1-930268-25-4
- «Руководство по упаковке для небольших посылок», 2005, IoPP
- Азиатская ассоциация гофрированного картона
внешняя ссылка
| Пиломатериалы / древесина | |
|---|---|
| Разработано дерево | |
| Дрова | |
| Волокна | |
| Производные | |
| Побочные продукты | |
| Исторический | |
| Смотрите также | |
| |